摘要介绍了农用拖拉机结构优化设计,提出了具体实施措施,并对优化效果进行分析,以供参考。
关键词农用拖拉机;可换式机油滤清器;模具结构;优化设计;效果
金威滤清器有限公司是国内专业内燃机“三滤”制造商,是目前国内最大的生产机油、燃油和空气滤清器的专业公司,系中国汽车零部件行业的大型重点骨干企业,每年大约生产各类滤清器3 000万只[1]。每年公司投入各种薄板金属零件冲压成形模具600多套,因此优化模具结构,以改善冲压件成形,提高生产效率尤为重要。现以公司为某型农用拖拉机配套的可换式机油滤清器外壳底部加强筋(凹槽)成形为例来说明,优化模具结构设计对改善零件成形条件、提高产品质量和成品率、降低模具加工难度的重要意义。
1农用拖拉机滤清器的优化设计
该机油滤清器外壳形状及关键尺寸如图1所示,材料为冷轧钢板,牌号为08-Ⅱ-S,材料厚度2.0 mm,该外壳在工作时最大承受1.5 MPa的压力,因此在其底部均布6个加强凹槽,用以提高零件底部的刚性和耐压强度。原成形模具是按照冲压工艺中镦压成形来设计的[2],原模具结构如图2,模具中的成形凸模(图2中的上模部分)和成形凹模(图2中的下模部分)是完全按照零件尺寸及形状设计,其设计理念为成形凸模和成形凹模中间的间隙就是零件,即按照型腔模来设计(形象地称之为“两块铁夹一片料”)。这种模具结构设计一方面为模具制造加工带来了极大的不便,因为公司没有电火花成型加工设备,没有仿形铣床或是坐标铣床等高级加工设备,所以成形凸模和成形凹模只能配对加工,凸模中的6个凸筋和下模中的6个凹槽全由模具钳工慢慢手工修磨出来,稍有不慎,就会导致成形凸模和成形凹模成套报废,造成不必要的浪费,不仅耗工耗时,而且加工出来的筋和槽的尺寸精度也得不到保证,导致成形后外壳上的凹槽不美观,也满足不了零件的尺寸要求,影响零件的耐压性能[3-4]。另一方面,模具的维修保养也相当困难,比如凸凹模的成形部分圆角磨损后,就会造成零件上的筋变形,达不到图纸上的尺寸要求而成为废品,而且还会因为成形凸模和成形凹模的配合失效而造成模具的废弃,因此现场操作工和模具制造车间强烈要求对此进行改进。
起伏成形是一种使材料发生拉伸形成局部的凹进或凸起,借以改变毛坯形状的方法[2]。经过对零件的分析,认为该零件的6个加强筋是一种典型的起伏成形,可运用以下公式来判定能否一次或多次式序来完成。
工艺计算如下:
式中,L1为起伏成形后沿界面的材料长度(mm);L为起伏成形前材料原长(mm);δ为材料的延伸率,查阅相关资料,该例中该材料数值0.30。该例加强筋(槽)长度方向的L1值约为38.2 mm,L值约为36.3 mm,宽度方向上L1值约为15.9 mm,L值约为14.3 mm(计算过程略,较为简便的方法是使用CAD设计软件测量/查询得到)。经过计算,长度方向和宽度方向上的结果均满足以上公式要求,故可以一次起伏成形(这一点也在实际生产得到了验证)。
由于该起伏成形是一种浅拉伸,则该成型模便可以按照薄板金属拉伸成形的理念来设计,具体实施如下:
首先,上模中原6个凸起的部分做成单独的嵌件,上模部分利用公司已有的电火花线切割加工设备一次加工出6个孔(槽),加工精度有保证,嵌件和上模采用H7/m6配合,嵌件的外形可采用电火花线切割加工。嵌件顶部有突出的挂台,防止嵌件在工作过程中意外脱落(图2)。
其次,下模也做成两体结构,其中成形凹模与下模之间也采用H7/m6配合,并加入防转键,并用螺栓固定,加入防转键的目的是防止成形凹模上的槽与上模中的嵌件错位,一旦错位,轻则压坏工件,重则损坏模具。成形凹模上相对应上模部分的6个凹槽的底部整个去掉,形成6个空腔,从而与上模中的6个嵌件配合,产生类似于浅拉伸成形中凸模与凹模的关系。在薄板冲压的拉伸工艺中,拉伸薄板时,金属材料总是紧紧包覆在凸模表面的,因该模具中材料正是所需要的紧紧贴在上模中的嵌件上的结构。
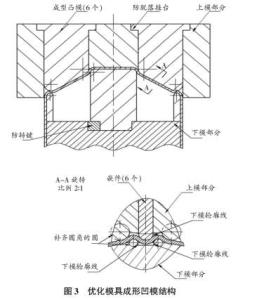
最后,模具上下模成形部分工艺尺寸的确定。由于起伏成形不是拉伸成形,不能照搬照套拉伸模的设计,因此以成形凹模为例,该模具成形凹模的尺寸设计计算方法如下(图3):借助CAD设计软件,按照1∶1的比例精确做出零件成形部分的图形,包括过渡圆角,上模中嵌件和凹模中成型部分的工艺尺寸就是围绕这些圆角来展开的,利用CAD设计软件补齐圆角,使之成为1个整圆,这样就可以找到这个圆角的圆心点,通过控制这个圆心点的位置来确定成形凹模的轮廓尺寸和空间位置,嵌件的尺寸及轮廓也是采用这样的方法来确定,笔者称之为控制“点”来保证金属薄板的成型,利用CAD设计软件就可以很方便标注出尺寸,然后加上相应的公差,就可以做出零件的加工图纸,大大简化了设计,减少了设计者的工作量。
2 优化效果
经过优化设计后,该模具具有以下特点:一是采用较为流行的模块化设计,其成型部分做成单独的部件,方便了加工制造,也方便了易损件的准备,一旦有嵌件或是成形凹模出了问题可以单独更换,避免了原模具上、下模一起报废的情况。既节约了加工工时,又大大节约了制造材料,并且减轻了模具的维护保养,一举数得。二是采用了新的设计理念,成形凹模不再“仿形”(即不再是完全贴合零件的外形),而是形成1个空腔,不再参与零件的成形,使用简单的加工设备即可完成模具的制造,除嵌件成形部分的圆角由钳工手工修出以外,其余成形型面均可以使用常见的机械设备加工进行加工,避免使用昂贵的数控铣床等高级加工设备。新结构模具投入使用后生产出的零件顶部产生的6个加强筋(槽)清晰、饱满,无压痕,符合图纸要求,并且经过测试,满足该滤清器的耐压要求。优化设计后的模具投入使用后取得良好的综合效益。
3参考文献
[1] 宋淮玉,陈玮胤.蚌埠市金威清器有限公司废水处理技术综述[J].资源节约与环保,2010(3):48-49.
[2] 王孝培.冲压手册[M].北京:机械工业出版社,2004.
[3] 齐福全.拖拉机空气滤清器的正确使用[J].农村科技,2008(11):59.
[4] 张世忠,王志田.拖拉机作业要保养好空气滤清器[J].农业科学实验,2008(5):30.



