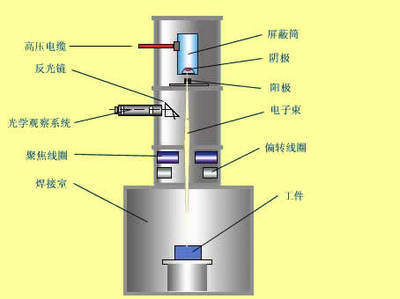
电子束焊接原理
电子束焊接(EBW)是利用电子枪所产生的电子在阴阳极间的高电场作用下被拉出,并加速到很高速度,经一级或二级磁透镜聚焦后,形成密集的高速电子流,当其撞击在工件接缝处,其动能转化为热能,使材料迅速熔化而达到焊接的目的。
高速电子在金属中的穿透能力非常弱,如在100kV加速电压下仅能穿透1/40mm,但电子束焊接所以能一次焊透甚至达数百毫米,这是因焊接过程中一部分材料迅速蒸发,其气流强大的反作用力迫使底面液体向四周排开,让出新的底面,电子束继续作用,过程连续不断进行,最后形成一又深又窄的焊缝。
电子束焊接特点
电子束焊接是一种先进的焊接方法,其特点和要求主要表现在如下几方面:
(1)由于电子束的能量密度很高,焊接速度快,焊件的热影响区和焊接变形极小,可作为零件的终加工工序。
(2)电子束焊缝的深宽比大,可达10∶1~40∶1,而一般电弧焊的深宽比约为1∶1. 5,因此,可以实现大厚度、不开坡口的焊接场合。
(3)可控性好。电子束焊接参数(电压、电流、焊接速度等)能够被精确控制,焊接时参数的重复性及稳定性好,能确保焊件的焊接质量。
(4)可将难于整体加工的零件分解为容易加工的几部分,再用电子束焊的方法将其焊成整体,使复杂工序变得简单。
(5)可用于不加填充焊丝的对接、角接、T形接等多种焊接场合。
(6)因电子束焊焦点小而能量集中,对组焊件配合处的机械加工精度及装配质量有严格要求,对接焊缝的两边缘要求平整、贴紧,一般不留间隙。
(7)为防止出现焊接裂纹等缺陷,对采用电子束焊接的零件材料,一般要求其碳当量小于0. 4%,当材料的碳当量大于0. 6%时,裂纹就很难避免,且对焊接工艺的要求也特别高。
电子束焊接的应用:
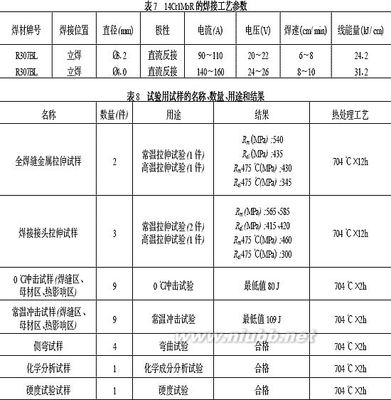
电子束焊接具有焊接热输入量小,焊缝非常窄,几乎没有热影响区,因此焊接接头的性能很好,在焊接过程中工件几乎没有收缩与变形;在真空中焊接,避免了氮、氢、氧的有害作用,可防止低合金高强度钢产生延迟裂纹,同时,由于在真空中避免了氮与氧的有害作用,使较活泼的金属也易于焊接等优点。因此,在日本对电子束焊接应用于压力容器非常重视。在日本有日立、石川岛播磨重工、川崎重工、东芝电气、三菱重工、新日铁等数家公司进行电子束焊接应用于压力容器的研究。三菱重工业株式会社神户造船所最近装备一台大型移动式电子束焊机,采用此焊机焊接压力容器产品,低合金钢可厚达10。毫米,不锈钢或钦合金可厚达80毫米。
齿轮在机械工业是应用最广、用量最大的部件了,常用的齿轮生产是批量化的模具铸造或锻造而成,而对于没有专用机床设备的工厂来说,往往客户订购的产品数量不多,特别是某些新产品的试制,加工的数量只有几件,在这种情况下,对于斜齿轮的加工,就不可能采用专机专刀来进行了。以往对此类型的产品,曾采用过将斜齿轮和接合齿分开加工、待齿形加工好后再用手工电弧焊的方法把两者组焊成整体,但由于电弧焊焊接时间长,发热量大,使得工件变形量较大,导致最终的成品合格率都不够理想。在总结以往加工工艺方法的基础上采用了新工艺———电子束焊接。由于电子束焊接时间极短,由发热引起的焊接变形极微小。对这批加工的产品进行了焊接前、后的检验,同样以齿轮内孔为定位基准,检验斜齿轮与接合齿的齿圈跳动量,实测结果表明,焊接前、后的齿圈跳动量误差不大于0. 025 mm。可见,对于利用电子束焊接加工的齿轮产品来说,只要控制好焊接前各组件的加工精度,焊接后的产品质量是完全能够保证的。
近年来,为提高航空发动机压气机效率,一些新型机种盘鼓多采用钦合金、高温合金的整体焊接(电子束焊或摩擦焊)结构,以代替螺栓联接结构。整体焊接的盘鼓转子部件,能提高材料的利用率、减轻结构重量、保证发动机结构完整性、提高发动机性能和工作可靠性。英、美、法、德、前苏联等国的几大航空公司制造的发动机压气机转子部件上大量采用了电子束焊接技术,我国在这个领域也实现了电子束焊接的成功运用。通过分析零件的性能,零件焊接质量良好,控制焊接变形的工艺措施有效。零件加工精度较高。成功通过了地面试车。实现了预期的目标,满足了需求。
汽车行业中的应用:
转向柱管的焊接要求变形小,焊接表面要光滑,故宜采用电子束焊接。其工艺过程是:先把切割下来的钢板卷成管子,然后焊接。设计人员可以自由选定板厚、管子直径和长度,这一点是选用圆形型材所达不到的。
配电盘凸轮必须是渗氮后焊接,用其它接合方法比较困难,故采用电子束焊接较为合适。由于焊缝直径很小,工件用不着转动,仅让电子束沿该焊缝的圆周进行偏转就行了,所以生产率相当高。
柴油机的预燃室过去一直采用钎焊,改成电子束焊后提高了质量,降低了成本。
起动马达整流子铜环也采用电子束焊接,它能同时高速焊接数十个,生产率相当高,成本可大幅度下降。由于电子束焊接的施焊速度非常快,不会使球接头中封装的黄油受热变质,所以此处也用电子束焊接。把变速器齿轮改成拼合式后,用电子束焊接起来是能改善性能、降低成本的。变速器齿轮的电子束焊接,是汽车零件采用焊接结构效果最好的一种。变速器齿轮多是整件加工而成,但加工过程中受多方面的制约而难于实现。用拼合法制造这样的齿轮并应用电子束焊接最为合适。它具有强度高、变形小及质量稳定等优点。特别是在欧洲和日本的轻型汽车采用拼合齿轮已成为主流。
电子束焊接实用上存在的问题及解决的办法:
1、成本
电子束焊机与其它焊机相比,价格高得多,固定资产费在焊接费用中占80一90%。因此,为了降低电子束焊接成本,就需要采取提高速度,缩短真空排气时间等措施使每一台焊机能焊接尽可能多的零件,不过这也是有限度的。所以,虽然采用电子束焊接对很多零件有技术效果,但由于成本太高仍有许多生产厂不能采用。
2、质量
电子束焊接从焊接速度及变形来看,无可非议是一种很好的焊接方法,但却存在着一些固有的缺陷,例如由于输入热量少及加热、冷却速度快会引起硬化裂纹;由于焊缝宽度狭窄易出现焊缝偏移等。这些缺陷的检查方法,以超声波探伤检查最为有效。但有时由于部件的形状使用超声波检查难于实现,还可施加非破坏性载荷的方法对部分零件进行检验。焊前焊件表面不清洁也是产生气孔、裂纹的主要原因,所以要充分地洗干净、干燥。最好是浸在三氯代乙烯、丙酮等有机溶剂中用超声波清洗。另外,不要使电子束过于收缩,以减少气孔与飞溅。
3、焊机问题
(1)丝极寿命由于丝极寿命短,降低了工作效率,使质量也不稳定。丝极制造过程中的质量管理和焊接工艺的掌握对寿命有很大的影响。如果在这方面下些功夫,对提高寿命是很有好处的。
(2)电子束偏移在更换丝极和作转动装置的维修等以后,常会产生电子束偏移现象。通常利用电子枪下部的显微镜和电子束扫描检测装置测定这种偏移,然后对电子束位置进行修正。最好还是采用不产生偏移的电子枪及电子束位置校正装置。
(3)焊接飞溅及牵属蒸气因为焊接飞溅物及金属蒸气冷凝堆积在焊接室和电子束通路上,易引起故障,产生废品,,所以必须在焊接飞溅物沉积及滑动部位上设置清除刮板等装置。
(4)夹具及焊机的可靠性①为了提高生产率和保证其精度,要尽量使电子束收缩和提高焊接速度,故要求电子束位置有高度的重复性。因此夹具的加工精度、刚性也必须相应地提高;②所选的真空泵应能在高负荷下连续运转,对润滑和防止异物落入等方面也需作专门的考虑,③由于在电压、电流、焦距等电子束控制上采用复杂的电子回路,所以需要对夏季的温度、湿度、灰尘等采取充分的防护措施;④高压电缆、高压变速器、真空泵等修理起来很困难,价格也贵,故需要具有备品。如果可能的话,最好有一台备用焊机。
1、焊接方法的分类
2、各种焊接方法的比较
3、最小电压原理
4、熔滴过渡主要形式及其特点
5、焊接应力与焊接变形
6、焊接变形的影响因素及预防措施
7、焊接电弧力及其影响因素
8、焊接电弧的稳定性及其影响因素
9、埋弧焊
10、等离子焊
11、电子束焊接
12、电渣焊工艺
13、氩弧焊
14、钨极氩弧焊工艺及参数选择
15、TIG焊中产生气孔的因素及其防止措施
16、CO2气体保护焊
17、CO2焊的冶金特性与焊接材料
18、CO2气体保护焊的工艺参数选择