前篇文章介绍了帝人PC的分类、规格型号、物理性能、主要成型方法,本篇介绍PC材料的加工性能,读者可以举一反三,灵活运用,掌握PC这种常用材料的加工注意事项。
Panlite® 聚碳酸酯树脂
1.预干燥
Panlite树脂在常温下的含水率约0.2%,为了生产出质优的成型品,必须对它进行充分的预干燥,使含水率控制在0.02%以下,防止因树脂水解引起性能降低、起泡、银纹等问题。
干燥机类型 | 箱式热风干燥机 | 料斗干燥器 |
烘干温度 | 120℃ | 120℃ |
烘干时间 | 5小时以上 | 5小时以上 |
注意事项 | 物料层厚控制在3cm以下。 | 连续成型时请使用具有5小时连续成型容量的干燥器。 |
2.成型条件
Panlite 的标准注塑成型条件如下表所示。
预干燥 | 120℃×5小时以上干燥,粒料含水率控制在0.02%以下。 | |
注射成型机 | 请选择容量为成品重量的1.5~3倍的注塑机。 | |
成型条件 | 树脂温度 | 270~320℃ |
模具温度 | 80~120℃ | |
螺杆转速 | 40~100rpm | |
注塑速度 | 中速~高速 | |
注塑压力 | 98.1~147.1MPa | |
背压 | ~10MPa | |
3.流动性
Panlite的流动性因其规格,产品壁厚,熔料温度,注塑压力的不同而有很大的变动。应尽量参考其螺线式流动特性和条式流动特性进行产品设计。
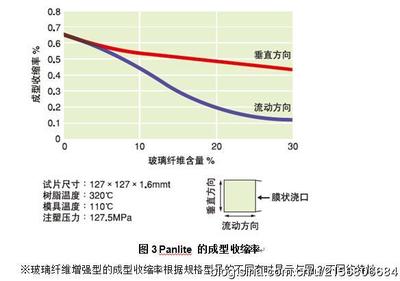
4.成型收缩率
Panlite的成型收缩率很小,其数值在0.5~0.7%之间。如采用玻璃纤维增强型品种,其收缩率将更小。玻璃纤维增强型Panlite的成型收缩率在流动方向和与之垂直的方向上有些不同。模具设计时应合理地考虑其形状和位置。
5.模具温度
模具温度对成型品的外观及成形中产生的应力有很大影响,所以请安装加热装置,使模具温度控制在80~120℃。
6.清机剂
热发泡机械型清机剂比热分解溶剂型清机剂更加适合于Panlite。使用方法请参考有关清机剂厂家的使用说明书。
7.残留应力及退火处理
和其它树脂一样,Panlite在成型加工过程中因受剪切应力的作用,在冷却收缩后会留下残留应力。成型品残留应力过大会导致裂纹的产生和产品的变形。成型压力应尽量选择在许可应力以下,最好在7.8~9.8MPa以下。此外,在涂布,粘结和机械加工时也可能因溶剂的作用而产生裂纹。残留应力虽然与其他热塑性树脂一样,可以通过热处理来缓和,为了尽可能降低残留应力,还应该在产品设计、模具设计、成型时充分注意。
8.注塑成型中出现的不正常现象及处理方法
注塑成型中产生不正常现象的主要原因和处理方法见下表。
新浪博客:实用注塑技术交流http://blog.sina.com.cn/u/2156806684
微信号:gold_sunning, 敬请关注!
QQ:467605439北极熊