在镗床上进行铣削加工比较费事,其原因是铣刀装夹方面的困难。因为镗床主轴是实心的,不能像铣床那样可用长螺栓从主轴孔中穿过拉紧刀具。如果刀具在主轴安装不可靠,在切削过程中刀具受切削力和切削中的振动,使刀具从主轴孔中松动或脱出,不仅使刀具损坏,而且还会使工件成为废品。下面介绍两种立铣刀在镗床主轴上的安装方法。
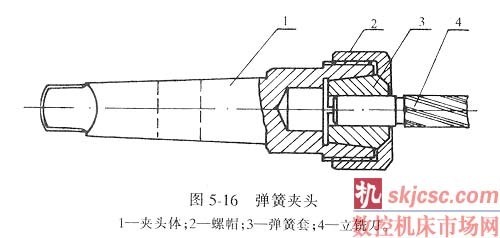
图5—16所示是装夹圆柱柄立铣刀的夹头。使用时,根据铣刀圆柱柄直径的大小,选择不同内径的弹簧套3,用螺帽2夹紧在夹头体上,再将夹头体插入在镗床主轴锥孔内,并用扁销锁紧。这种弹簧套式立铣刀夹头,可以在配相应内径的弹簧套的情况下,安装不同直径的圆柱柄立铣刀。它的优点是结构简单,装夹牢固,换刀方便迅速,应用普遍。
图5—17所示的圆锥柄立铣夹头,它是由螺帽4压紧7:24的过渡套3的工具。根据铣刀锥柄尺寸的大小。一方面可以用莫氏套在中间过渡,或者更换内孔为不同号数的锥度为7:24过渡套。
铣刀锥柄装紧在过渡套内,用螺钉2拉紧。夹头体后面的锥柄插入镗床主轴锥孔中,也同样用扁销锁紧在主轴上。过渡套3外面的锥度是7:24,由于锥度大,自锁能力差,便于装卸。