生产工艺是指企业制造产品的总体流程的方法,包括工艺过程、工艺参数和工艺配方等,操作方法是指劳动者利用生产设备在具体生产环节对原材料、零部件或半成品进行加工的方法。小编给大家整理了关于产品生产工艺流程图,希望你们喜欢!
产品生产工艺流程图 冷轧板的生产工艺普通薄钢板一般采用厚度为1 .5 ~ 6 mm 的热轧带钢作为冷轧坯料。主要工序有酸洗、冷轧、脱脂、退火、平整、剪切(横切、纵切),如果生产镀层板,还有电镀锡、热涂锡、热涂锌等镀层或涂层工序。冷轧坯料的生产工艺流程是:热轧板卷(原料)—酸洗—冷轧—脱脂—退火—平整—剪切—成品交货。
冷轧坯料在轧制前必须经过连续酸洗机组清除氧化铁皮,以保证带钢表面光洁,顺利地实现冷轧及其后的表面处理。酸洗之后即可轧制,但是由于冷轧的工艺特点,轧到一定厚度必须进行退火使钢软化。但是轧制过程中,带钢表面有润滑油,而油脂在退火炉中会挥发,挥发物残留在带钢表面上形成的黑斑又很难除去。因此,在退火之前,应洗刷干净带钢表面的油脂,即脱脂工序。脱脂之后的带钢,在保护气体中进行退火。退火后的带钢表面光亮,进一步轧制或平整时,就不必酸洗。退火之后的带钢必须进行平整,以获得平整光洁的表面,均匀的厚度,并使性能得到调整。平整之后,可根据定货要求对带钢进行剪切。
产生加工硬化
轧制温度低在轧制过程中将产生不同程度的加工硬化,有时需要多个轧程。必需对钢进行软化退火,以降低变形抗力,改善塑性;退火后,再进行冷轧。
轧程:每两次软化退火之间完成的冷轧过程叫一个轧程。
带钢钢质越硬,成品越薄,所需轧程越多。当然,我们希望在一个轧程完成整个冷轧过程,以免进行中间软化退火。
2.采用大张力轧制。
张力轧制:轧件在轧辊中的变形是在一定值的前张力和后张力的作用下实现的。张力分为前张力和后张力。
冷轧中张力的作用主要是:
(1) 防止带钢在轧制过程中跑偏(即保证正确对中轧制);
(2) 使带钢保持平直,改善板形;
(3) 减轻轧件三向受压的应力状态,降低变形抗力,进而降低轧制力,减小轧辊弹性压
扁,以利于轧制更薄的产品;
(4) 适当调整各架主电机负荷。
跑偏将破坏正常板形,轧后轧件出现楔形横断面和镰刀弯,而且一旦出现轧件偏向辊缝一侧轧制,则轧件有继续向这边偏移的趋势,如不加以控制,就不能保证稳定的轧制过程,甚至引起操作事故、设备事故。
张力纠偏的原理:采用张力轧制时,轧件内部产生张应力(单位张力),如果轧件横向出现不均匀延伸,则轧件横向的张应力会发生相应变化,延伸大的一侧张应力减小;延伸小的一侧张应力增大;张应力变化会反过来引起延伸的变化,张应力增加的地方,延伸增大,张应力减小的地方,延伸减小,因此,通过‘延伸不均、张应力分布改变、延伸不均减小”这一自动反馈控制过程,轧件横向延伸分布会趋于均匀,从而达到纠偏的目的。
3.工艺润滑
作用:(1)是减小金属的变形抗力,降低能耗;
(2)有降低轧件的变形热、冷却轧辊、提高轧辊的寿命;
(3)改善板形和表面状态。
工艺润滑剂的种类:有轧制油和乳化液两大类。常用的是乳化液。
乳化液是一种通过加人乳化剂的作用把少量的油剂和大量的水混合起来,制成乳状的冷润液,水作为冷却剂和载油剂起作用,油作为润滑剂起作用。
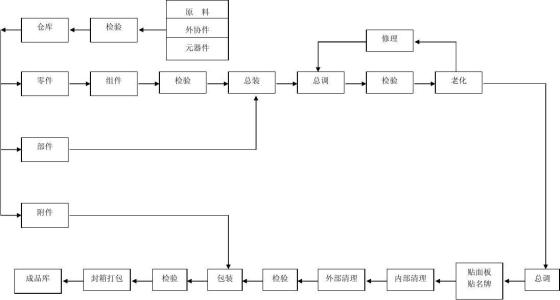
二、冷轧板带钢生产的一般工艺流程
各种冷轧产品一般工艺流程见下图所示。随产品要求不同,工艺流程也有所不同。 主要生产工序:酸洗、冷轧、退火、平整、剪切、检查缺陷、分级分类、成品包装。