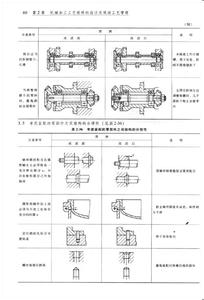
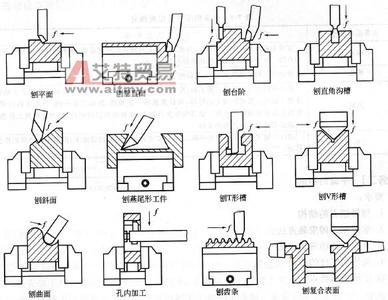
利用刨刀与工件在水平方向上的相对直线往复运动的切削加工。刨削可加工平面和沟槽﹐如果采用成形刨刀或加上仿形装置﹐也可以加工成形面。刨削可在牛头刨床或龙门刨床进行(见图 刨削示意图 )。前者刨刀作往复运动﹐每次回程后工件作间歇的进给运动﹐用于加工较小的工件﹔后者工件作往复运动﹐每次回程后刨刀作间歇的进给运动﹐用于加工较长较大的工件。
在刨削的每个行程中﹐刨刀切入工件时产生冲击﹐用硬质合金刨刀刨削钢和铸铁的切削速度一般不超过60米/分﹐高速钢刨刀不超过40米/分﹐且回程时刀具不参加切削﹐效率较低。因此刨削有被铣削﹑磨削和拉削代替的趋势。但刨刀的制造简单﹐安装和调整方便﹐生产准备时间短﹐故在单件或小批生产中﹐刨削仍有一定的应用范围。
普通刨削的精度可达IT11~10﹐表面粗糙度为R 20~1.25微米。对精度要求高的铸铁件平面如导轨面和平板表面等﹐可在粗刨后留出0.05~0.15毫米的余量﹐再在精度高的刨床上进行宽刀精刨﹐即用切削刃很宽和刃口很直并研磨到R 0.16~0.08微米的刨刀﹐以2~8米/分的切削速度和0.03~0.1毫米的切削深度﹐并用煤油作为切削液﹐从工件表面切去很薄一层金属﹐表面粗糙度可达到R 1.25~0.32微米。
对某些脆硬和高强度材料如硅钢﹑淬硬钢和花岗石等以及大平面的刨削﹐可采用自转式滚切刨刀(又称碗刀)﹐以延长刨刀的寿命﹐而且在切削的同时还起到辗压作用。 以上就是网友分享的关于"切削加工:刨削"的相关资料,希望对您有所帮助,感谢您对爱华网的支持!