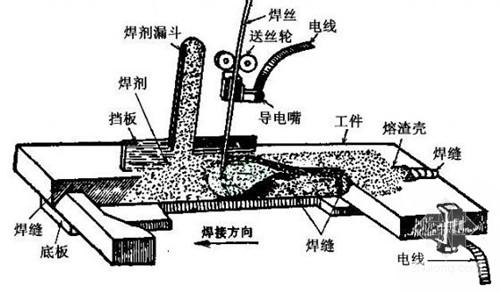
利用在焊剂层下燃烧的电弧进行焊接的方法(见图 埋弧焊示意图 )。在焊接过程中﹐焊剂熔化產生的液态熔渣覆盖电弧和熔化金属﹐起保护﹑净化熔池﹑稳定电弧和渗入合金元素的作用。埋弧焊分为自动埋弧焊和半自动埋弧焊两种。前者应用较广泛﹐焊接电流可达600~2000安﹐焊接效率很高。埋弧焊是一种适於大量生產的焊接方法﹐广泛用於焊接各种碳钢﹑低合金钢和合金钢﹐也用於不锈钢和镍合金的焊接和表面堆焊。为了提高焊接效率和扩大使用范围﹐埋弧焊的电极可採用双丝﹑三丝﹑带极(用於堆焊)﹐还可在焊剂中添加金属粉等。焊剂层下的电弧与焊件接口的对正和调整﹐可用工业电视观察或用激光跟踪等方法探测。埋弧焊的焊接效率高﹐焊缝光洁﹐无飞溅﹐少烟尘﹐无电弧闪光﹐劳动卫生条件好﹐设备成本较低。缺点是限於平焊和长焊缝。与气体保护电弧焊相比﹐埋弧焊电弧不可见﹐接头装配要求较高﹐应用灵活性也较差。 以上就是网友分享的关于"焊接:埋弧焊"的相关资料,希望对您有所帮助,感谢您对爱华网的支持!
爱华网本文地址 » http://www.aihuau.com/a/327951/526553647023.html
更多阅读

不良良氩弧焊机工作原理一、什么是氩弧焊氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称TIG。二、氩弧焊的起弧方式氩弧焊的起弧采用高压击穿的起弧方式,先在电极针(钨针)与工件间加以

目录一、目录················································1二、序言···············································
一、工艺简介氩弧焊是利用氩气作为焊接时保护性气体的一种焊接方式。氩气由焊炬中的专门气路输送,以一定的流速由喷嘴喷出,在焊弧周围形成一个氩气保护层,将焊弧与空气隔绝,从而能有效地保护电弧热量集中。目前工业上应用的氩弧焊大致有

2012-02-20 14:09CO2气体保护焊以其速度快、操作方便、焊接质量高、适用范围广和成本低廉等诸多优势,逐渐取代了传统的手工焊条电弧焊。在焊接生产中,焊接工艺参数对焊接质量和焊接生产率有很大的影响,正确选择焊接工艺参数是获得质量
波峰焊生产工艺注意事项:(向您推荐力拓DW系列节能型波峰焊)6.1 凡涉及SMT波峰焊接的新品生产,波峰焊技术人员应参与相关部门组织的PCB装联工艺会签;6.1.1参加新品PCB波峰焊接的首产工艺指导,并及时反馈工艺问题和焊接质量。6.1.2根据混