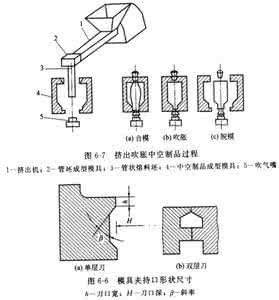
大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品。下面就为大家介绍一下吹塑加工工艺注意事项。
一、吹塑原料的选择
在吹塑中原料的选择很重要。首先要求原料的性能满足制品的使用要求,其次是原料的性能必须符合吹塑工艺的要求。高密度聚乙烯取0.94-0.96克/厘米熔体指数范围。低熔体指数树脂吹塑时有利于防止型坯下垂,容易得到壁厚均匀的管坯。但是螺杆转速增高时,低熔体指数的树脂外观粗糙。因此对于上述熔体指数范围的选用,大中型吹塑制品以防止型坯下垂为主,宜偏低一些;小型吹塑制品选偏高一些。
二、温度的控制
在挤出管坯过程中温度控制的精确度对于管坯质量影响很大。例如温度过低型坯表面粗糙,温度高表面光泽好,但下垂严重。在挤出聚氯乙烯等容易热降解的树脂时,还要注意控制温度使其不超过降解温度。
三、吹胀比
吹胀比是吹塑薄膜生产工艺的控制要点之一,是指吹胀后膜泡的直径与未吹胀的管环直径之间的比值。吹胀比为薄膜的横向膨胀倍数,实际上是对薄膜进行横向拉伸,拉伸会对塑料分子产生一定程度的取向作用,吹胀比增大,从而使薄膜的横向强度提高。但是,吹胀比也不能太大,否则容易造成膜泡不稳定,且薄膜容易出现皱折。因此,吹胀比应当同牵引比配合适当才行,一般来说,低密度聚乙烯(LDPE)薄膜的吹胀比应控制在2.5~3.0为宜。
四、牵引比
牵引比是指薄膜的牵引速度与管环挤出速度之间的比值。牵引比是纵向的拉伸倍数,使薄膜在引取方向上具有定向作用。牵引比增大,则纵向强度也会随之提高,且薄膜的厚度变薄,但如果牵引比过大,薄膜的厚度难以控制,甚至有可能会将薄膜拉断,造成断膜现象。低密度聚乙烯(LDPE)薄膜的牵引比一般控制在4~6之间为宜。
五、表面张力的大小
为了使印刷油墨和复合用胶粘剂在聚乙烯薄膜表面具有良好的润湿性和附着力,要求聚乙烯薄膜的表面张力应当达到一定的标准,否则就会影响印刷和复合生产的顺利进行。一般来说,聚乙烯薄膜的表面张力至少应当达到38达因以上,达到40达因以上更佳。