第一节 手工焊接的工具
任何电子产品,从几个零件构成的整流器到成千上万个零部件组成的计算机系统,都是由基本的电子元件器件和功能构成,按电路工作原理,用一定的工艺方法连接而成。虽然连接方法有多种(例如、绕接、压接、粘接等)但使用最广泛的方法是锡焊。
1 .手工焊接的工具
( 1 )电烙铁
( 2 )铬铁架
2 . 锡焊的条件
为了提高焊接质量,必须注意掌握锡焊的条件。
被焊件必须具备可焊性。
被焊金属表面应保持清洁。
使用合适的助焊剂。
具有适当的焊接温度。
具有合适的焊接时间。
第二节 焊料与助焊剂
1 .焊接材料
凡是用来熔合两种或两种以上的金属面,使之成为一个整体的金属或合金都叫焊料。这里所说的焊料只针对锡焊所用焊料。
常用锡焊材料:
管状焊锡丝
抗氧化焊锡
含银的焊锡
焊膏
2 .助焊剂的选用。
在焊接过程中,由于金属在加热的情况下会产生一薄层氧化膜,这将阻碍焊锡的浸润,影响焊接点合金的形成,容易出现虚焊、假焊现象。使用助焊剂可改善焊接性能。助焊剂有松香、松香溶液、焊膏焊油等,可根据不同的焊接对象合理选用。焊膏焊油等具有一定的腐蚀性,不可用于焊接电子元器件和电路板,焊接完毕应将焊接处残留的焊膏焊油等擦拭干净。元器件引脚镀锡时应选用松香作助焊剂。印制电路板上已涂有松香溶液的,元器件焊入时不必再用助焊剂。
第三节 手工焊接的注意事项
手工锡焊接技术是一项基本功,就是在大规模生产的情况下,维护和维修也必须使用手工焊接。因此,必须通过学习和实践操作练习才能熟练掌握。注意事项如下:
1.
手握铬铁的姿势掌握正确的操作姿势,可以保证操作者的身心健康,减轻劳动伤害。为减少焊剂加热时挥发出的化学物质对人的危害,减少有害气体的吸入量,一般情况下,烙铁到鼻子的距离应该不少于
20cm ,通常以 30cm 为宜。
电烙铁有三种握法,如图2 所示。
图2 握电烙铁的手法示意
反握法的动作稳定,长时间操作不易疲劳,适于大功率烙铁的操作;正握法适于中功率烙铁或带弯头电烙铁的操作;一般在操作台上焊接印制板等焊件时,多采用握笔法。
2. 焊锡丝一般有两种拿法,如图3
所示。由于焊锡丝中含有一定比例的铅,而铅是对人体有害的一种重金属,因此操作时应该戴手套或在操作后洗手,避免食入铅尘。
图3 焊锡丝的拿法
3. 电烙铁使用以后,一定要稳妥地插放在烙铁架上,并注意导线等其他杂物不要碰到烙铁头,以免烫伤导线,造成漏电等事故。
第四节 手工焊接操作的基本步骤
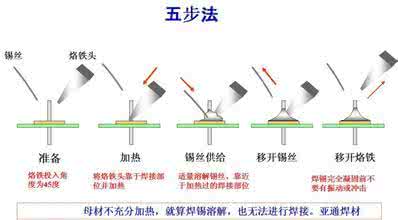
掌握好电烙铁的温度和焊接时间,选择恰当的烙铁头和焊点的接触位置,才可能得到良好的焊点。正确的手工焊接操作过程可以分成五个步骤,如图所示。
图4 手工焊接步骤
1 .基本操作步骤
⑴ 步骤一:准备施焊(图 (a) )
左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。
⑵ 步骤二:加热焊件(图 (b) )
烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约为 1 ~ 2
秒钟。对于在印制板上焊接元器件来说,要注意使烙铁头同时接触两个被焊接物。例如,图 (b)
中的导线与接线柱、元器件引线与焊盘要同时均匀受热。
⑶ 步骤三:送入焊丝(图 (c) )
焊件的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。注意:不要把焊锡丝送到烙铁头上!
⑷ 步骤四:移开焊丝(图 (d) )
当焊丝熔化一定量后,立即向左上 45° 方向移开焊丝。
⑸ 步骤五:移开烙铁(图 (e) )
焊锡浸润焊盘和焊件的施焊部位以后,向右上 45° 方向移开烙铁,结束焊接。从第三步开始到第五步结束,时间大约也是 1 至 2s 。
2 .锡焊三步操作法
对于热容量小的焊件,例如印制板上较细导线的连接,可以简化为三步操作。
准备:同以上步骤一;
加热与送丝:烙铁头放在焊件上后即放入焊丝。
去丝移烙铁:焊锡在焊接面上浸润扩散达到预期范围后,立即拿开焊丝并移开烙铁,并注意移去焊丝的时间不得滞后于移开烙铁的时间。
对于吸收低热量的焊件而言,上述整个过程的时间不过 2 至 4s
,各步骤的节奏控制,顺序的准确掌握,动作的熟练协调,都是要通过大量实践并用心体会才能解决的问题。有人总结出了在五步骤操作法中用数秒的办法控制时间:烙铁接触焊点后数一、二(约
2s
),送入焊丝后数三、四,移开烙铁,焊丝熔化量要靠观察决定。此办法可以参考,但由于烙铁功率、焊点热容量的差别等因素,实际掌握焊接火候并无定章可循,必须具体条件具体对待。试想,对于一个热容量较大的焊点,若使用功率较小的烙铁焊接时,在上述时间内,可能加热温度还不能使焊锡熔化,焊接就无从谈起。
第五节 手工焊接操作的具体手法
在保证得到优质焊点的目标下,具体的焊接操作手法可以有所不同,但下面这些前人总结的方法,对初学者的指导作用是不可忽略的。
保持烙铁头的清洁
焊接时,烙铁头长期处于高温状态,又接触助焊剂等弱酸性物质,其表面很容易氧化腐蚀并沾上一层黑色杂质。这些杂质形成隔热层,妨碍了烙铁头与焊件之间的热传导。因此,要注意用一块湿布或湿的木质纤维海绵随时擦拭烙铁头。对于普通烙铁头,在腐蚀污染严重时可以使用锉刀修去表面氧化层。对于长寿命烙铁头,就绝对不能使用这种方法了。
靠增加接触面积来加快传热
加热时,应该让焊件上需要焊锡浸润的各部分均匀受热,而不是仅仅加热焊件的一部分,更不要采用烙铁对焊件增加压力的办法,以免造成损坏或不易觉察的隐患。有些初学者用烙铁头对焊接面施加压力,企图加快焊接,这是不对的。正确的方法是,要根据焊件的形状选用不同的烙铁头,或者自己修整烙铁头,让烙铁头与焊件形成面的接触而不是点或线的接触。这样,就能大大提高传热效率。
加热要靠焊锡桥
在非流水线作业中,焊接的焊点形状是多种多样的,不大可能不断更换烙铁头。要提高加热的效率,需要有进行热量传递的焊锡桥。所谓焊锡桥,就是靠烙铁头上保留少量焊锡,作为加热时烙铁头与焊件之间传热的桥梁。由于金属熔液的导热效率远远高于空气,使焊件很快就被加热到焊接温度。应该注意,作为焊锡桥的锡量不可保留过多,不仅因为长时间存留在烙铁头上的焊料处于过热状态,实际已经降低了质量,还可能造成焊点之间误连短路。
烙铁撤离有讲究
烙铁的撤离要及时,而且撤离时的角度和方向与焊点的形成有关。如图所示为烙铁不同的撤离方向对焊点锡量的影响。
图5 烙铁撤离方向和焊点锡量的关系
在焊锡凝固之前不能动
切勿使焊件移动或受到振动,特别是用镊子夹住焊件时,一定要等焊锡凝固后再移走镊子,否则极易造成焊点结构疏松或虚焊。
焊锡用量要适中
手工焊接常使用的管状焊锡丝,内部已经装有由松香和活化剂制成的助焊剂。焊锡丝的直径有 0.5 、 0.8 、 1.0 、 … 、
5.0mm 等多种规格,要根据焊点的大小选用。一般,应使焊锡丝的直径略小于焊盘的直径。
如图所示,过量的焊锡不但无必要地消耗了焊锡,而且还增加焊接时间,降低工作速度。更为严重的是,过量的焊锡很容易造成不易觉察的短路故障。焊锡过少也不能形成牢固的结合,同样是不利的。特别是焊接印制板引出导线时,焊锡用量不足,极容易造成导线脱落。
图6 焊点锡量的掌握
焊剂用量要适中
适量的助焊剂对焊接非常有利。过量使用松香焊剂,焊接以后势必需要擦除多余的焊剂,并且延长了加热时间,降低了工作效率。当加热时间不足时,又容易形成“夹渣”的缺陷。焊接开关、接插件的时候,过量的焊剂容易流到触点上,会造成接触不良。合适的焊剂量,应该是松香水仅能浸湿将要形成焊点的部位,不会透过印制板上的通孔流走。对使用松香芯焊丝的焊接来说,基本上不需要再涂助焊剂。目前,印制板生产厂在电路板出厂前大多进行过松香水喷涂处理,无需再加助焊剂。
不要使用烙铁头作为运送焊锡的工具
有人习惯到焊接面上进行焊接,结果造成焊料的氧化。因为烙铁尖的温度一般都在 300 ℃
以上,焊锡丝中的助焊剂在高温时容易分解失效,焊锡也处于过热的低质量状态。特别应该指出的是,在一些陈旧的书刊中还介绍过用烙铁头运送焊锡的方法,请读者注意鉴别。
第六节 焊点质量及检查
对焊点的质量要求,应该包括电气接触良好、机械结合牢固和美观三个方面。保证焊点质量最重要的一点,就是必须避免虚焊。
1 .虚焊产生的原因及其危害
虚焊主要是由待焊金属表面的氧化物和污垢造成的,它使焊点成为有接触电阻的连接状态,导致电路工作不正常,出现连接时好时坏的不稳定现象,噪声增加而没有规律性,给电路的调试、使用和维护带来重大隐患。此外,也有一部分虚焊点在电路开始工作的一段较长时间内,保持接触尚好,因此不容易发现。但在温度、湿度和振动等环境条件的作用下,接触表面逐步被氧化,接触慢慢地变得不完全起来。虚焊点的接触电阻会引起局部发热,局部温度升高又促使不完全接触的焊点情况进一步恶化,最终甚至使焊点脱落,电路完全不能正常工作。这一过程有时可长达一、二年,其原理可以用“原电池”的概念来解释:当焊点受潮使水汽渗入间隙后,水分子溶解金属氧化物和污垢形成电解液,虚焊点两侧的铜和铅锡焊料相当于原电池的两个电极,铅锡焊料失去电子被氧化,铜材获得电子被还原。在这样的原电池结构中,虚焊点内发生金属损耗性腐蚀,局部温度升高加剧了化学反应,机械振动让其中的间隙不断扩大,直到恶性循环使虚焊点最终形成断路。
据统计数字表明,在电子整机产品的故障中,有将近一半是由于焊接不良引起的。然而,要从一台有成千上万个焊点的电子设备里,找出引起故障的虚焊点来,实在不是容易的事。所以,虚焊是电路可靠性的重大隐患,必须严格避免。进行手工焊接操作的时候,尤其要加以注意。
一般来说,造成虚焊的主要原因是:焊锡质量差;助焊剂的还原性不良或用量不够;被焊接处表面未预先清洁好,镀锡不牢;烙铁头的温度过高或过低,表面有氧化层;焊接时间掌握不好,太长或太短;焊接中焊锡尚未凝固时,焊接元件松动。
2 .对焊点的要求
可靠的电气连接
足够的机械强度
光洁整齐的外观
3 .典型焊点的形成及其外观
在单面和双面(多层)印制电路板上,焊点的形成是有区别的:见图,在单面板上,焊点仅形成在焊接面的焊盘上方;但在双面板或多层板上,熔融的焊料不仅浸润焊盘上方,还由于毛细作用,渗透到金属化孔内,焊点形成的区域包括焊接面的焊盘上方、金属化孔内和元件面上的部分焊盘,如图所示。
图 7焊点的形成
图 4-10 典型焊点的外观
参见图,从外表直观看典型焊点,对它的要求是:
形状为近似圆锥而表面稍微凹陷,呈漫坡状,以焊接导线为中心,对称成裙形展开。虚焊点的表面往往向外凸出,可以鉴别出来。
焊点上,焊料的连接面呈凹形自然过渡,焊锡和焊件的交界处平滑,接触角尽可能小。
表面平滑,有金属光泽。
无裂纹、针孔、夹渣。