几个世纪以前,为了解决木工胶粘合性能不稳定问题,人们开发出了燕尾榫接合方式。较之于当时价格不菲的手工打造的接合件而言,燕尾榫通过头榫与尾榫的相互锁合,是一种既实用又美观的木材接合方式。尽管制作燕尾榫需掌握一定技巧且耗时较多,但是它无须额外加固即可实现工件角部的高强度接合,这是任何其他接合方式都无法与之匹敌的。
由于现代高性能木工胶的出现,几乎已经完全剥夺了燕尾榫的生存空间,不过有时候,人们还是会用它来完成柜体或抽屉角部的接合。时至今日,采用燕尾榫接合方式更多地是出于美观需要,但是无论怎么说,燕尾榫都可被形象地比作坚固耐用及高超木艺的同义语。
燕尾榫接合由两部分构成:较纤细的头榫与像鸽尾一样张开的尾榫彼此嵌合,燕尾榫也由此得名。该接合方式所形成的上佳长纹胶合面进一步提高了其接合强度。
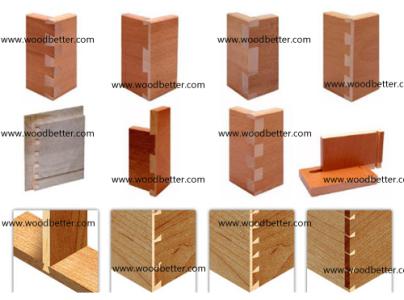
本章中将展示几种燕尾榫接合方式,其中,贯通式燕尾榫的头尾榫均完全贯穿工件,因而它的接合强度也是最高的;弧形贯通式和嵌边贯通式燕尾榫则是在基础型燕尾榫的基础上,出于装饰需要而衍生的变种;半隐和全隐燕尾榫在隐蔽工件端截面的同时,也能提供较好的接合强度,这一点也让半隐燕尾榫在抽屉前面板的接合作业中备受推崇。
直到19世纪以来,直角多榫和指接榫才得到广泛普及,多用于以生产线方式大批量组装电话亭、缝纫机以及包装箱。虽然它们所采用的均不是自锁合构造形式,但是,容易加工以及较大的长纹胶合面是其优势所在。
燕尾榫和直角多榫两种接合既可以用手工也可借助于木工机械来加工制作。用雕刻机、台锯或悬臂锯等机械加工的直角多榫和指接榫,会非常均匀、美观。而手工制作燕尾榫常被用作必答题来检验木工学徒们的真实木艺水平。手工制作燕尾榫较木工机械来的要慢,更要多花不少气力,可是手工制作技巧更便于木工们掌控燕尾榫的总体设计布局。尽管使用市售的专用模板配合雕刻机来加工燕尾榫,工效和精度均较高,不过,有时候也有一些木工认为,机加工燕尾榫的榫距和角度往往无法调整,不免流于千篇一律,从审美角度看,不及手工制作的燕尾榫。
燕尾榫的设计与划线
设计头榫的间距和锥角。燕尾榫头、尾榫间距以及头榫的截面锥形角度,会直接影响接合部的强度和美观度。右图列示了几种较常用的尾榫与头榫的比例。1:1 的比例,接合强度最大,同时也是最难看的。虽然其它几种比例看起来要顺眼一些,接合牢固度似乎也不差,但是,应该优选 3:1 的比例,采用这个比例的接合部看起来很醒目,要避免使用更大的比例,因为如果比例大于 3:1,燕尾榫的接
合强度会变差,得不偿失。头榫锥角的可选择空间就小多了,锥角过小则工件锁合力度不足,接合部容易脱开,锥角过大则会加大尾榫细部的受力,导致尾榫断裂。因此,对软木料而言,应采用 1:6 或 80 度锥角;对硬木料而言,则常用 1:8 或 83度锥角(如中图)。建议使用燕尾榫划线规来划头榫线,可以自动得到正确的锥角。
头榫布局及划线。
燕尾榫制作的大体过程是:先进行头榫的布局、划线及锯割加工,然后,用这些头榫在尾榫工件上划出尾榫轮廓线。具体:首先,在工件朝外的大面上画一个大“X”标志。然后,用刀式划线器划榫肩线。下一步,用燕尾榫划线规(可自制,方法详见后文)在板端划头榫线,注意,要先在两边处各划半个头榫,头榫的窄端应朝向工件大面。接下来,划出紧邻半头榫的废料区域。如果工件较宽(如左图),划好两边的半榫线以后,应先划出板端中线,再以该中线为对称轴,划一个完整头榫,之后,再进行其余头榫的布局安排与划线,注意,所有的废料部分均须用"X"标示。
贯通式燕尾榫的手工制作方法
1. 头榫布局与划线。
首先,在工件朝外的大面上用铅笔标上一个大“X”符号。然后,按照工件厚度设定刀式划线器,并用划线器沿着工件端部划出头榫及尾榫的榫肩线(左上图)。接下来,将工件端面朝上固定在台钳上,用燕尾榫划线规划头榫线(请参照本文第 86 页的划线次序),不过,对于本例所示宽度不大的工件(抽屉板)来说,在其两侧各划一个半榫,并在中间划两个均匀分布的完整头榫,基本上就可以满足接合强度及审美需求了(右上图)。划线时不要忘记在榫间废料部分标记“X”符号。最后,用组合角尺将这些头榫划线过渡到工件前后面上,与榫肩线相交。
小贴士:自制燕尾榫划线规。
如果不想买或买不到现成的燕尾榫划线规,可以自己动手做一个。
材料:四个 15 厘米或 20 厘米长、4 厘米宽方正平整的扁木条,木工胶。具体做法:调整台锯角度
推把至适宜的角度(如要 在 软 木 上 加 工 燕 尾榫,可用 1:6 比例或者80 度角;如要在硬木上加工燕尾榫,可用 1:8比例或者 83 度角)。
然 后 , 用 角 度 推 把进料,将一个木条从中部锯为两截(用做中间定位板),然后如左图所示,在各半条接合面上施胶并组合,组合时,中间 定 位 板 的 斜角端应贴紧划线导板,用做划线规横梁的上下两个木条的边缘应与中间定位板的边缘对齐。使用方法:将划线导板平置于工件端面上,划线规横梁贴紧工件表面,进行划线作业。
2. 锯头榫。
继续用台钳固定好工件,工件大面应朝向操作者身体方向,端面向上。用燕尾榫锯从废料一侧沿划线锯割,可一次性锯完所有右手侧的划线,再锯左手侧的。运锯应流畅、匀速,快锯到榫肩线时,要注意保持锯口平直。
3. 凿除榫间废料。
头榫间的多数废料可用曲线锯剔除,凿子的任务就是清理修平。当然,就是全程使用凿子来剔除榫间废料,也不是什么难事儿,关键是要有耐心,每次凿削剔除一薄层废料,具体:将头榫工件大面朝上夹固在工作台上,并在其上夹放一个定位挡板,挡板边缘对齐榫肩线。所用的凿子凿体宽度要小于废料的窄端。每次凿削时,凿体应垂直于工件表面,其平面一侧贴紧挡板边缘,凿深控制在 3毫米左右,然后,水平持凿,凿刃顶住挡板边缘,铲下约 3 毫米厚废料(下图)。重复上述过程,凿至工件半厚时,翻转工件并在其上重新夹放定位挡块,从另一面继续凿削。
4. 划尾榫线。
将尾榫板大面朝下平置于工作台上,如上图手持头榫板、榫头朝下、内面与尾榫板的榫肩线对齐。然后,用铅笔在尾榫板上划出轮廓线,再用组合角尺将这些划线引至板端,注意别忘了在废料部分标注“X”符号。
5. 锯尾榫并剔除榫间废料。
锯尾榫的方法与锯头榫大同小异,不过需将尾榫板倾斜夹固在木工台钳上,这样垂直下锯,锯起来不费力。具体:先使尾榫右侧边线垂直于工作台并固定好,然后,沿尾榫边线下锯,锯到榫肩线即停锯,如此一气呵成,锯完所有右侧边线后,调整工件角度,再使尾榫左侧边线垂直于工作台,继续锯完所有左侧边线。最后,按照步骤 3 所示手法,用凿子削除榫间废料。
6. 无胶试拼。
在胶合工件接合部之前,要试拼一下,以验证头尾榫搭配是否合适。如右图,将头榫板立放于工作台上,尾榫板与之对齐,先用手力尽可能压合工件接合部,然后,再用木锤将尾榫敲到位。为避免弄坏头、尾榫,要均匀压合整个接合部。燕尾榫接合部要做到严丝合缝,且只需用较小的力就可以压合。如果接合部过紧,可在滞涩处用铅笔做标记,然后,拆分接合部,用凿子在标记处铲削一下,再度试拼。(译者注:不怕犯错,要知错就改,改了再犯,千锤百炼。)
7. 胶合燕尾榫。
胶合燕尾榫时,夹具的压力应落到尾榫上。为均匀分散压力,可在每个接合部放置一个自制的夹具垫块,垫块应与工件等宽,上面有凹口,这样,可以把夹具的压力分布到各尾榫而不是头榫上。要在工件各接合面上均匀施胶,然后组合工件,沿每个头榫板侧面安放一个轨道式夹具,渐次旋紧夹具,期间,要检查柜体是否归方,必要时可调整夹具的夹合力,使工件归方。
半隐燕尾榫的手工制作方法
1. 头榫板划线。
在头榫板朝外大面上用铅笔标记一个大“X”符合。然后,按照尾榫板厚度设定刀式划线器的划线间距,并用该划线器在头榫板内面端部划一条榫肩线。接下来,将头榫板端面向上固定在木工台钳上,重设刀式划线器的划线间距为头榫板厚的三分之一,并通该划线器在头榫板端面上、靠近工件大面位置,划一条通长线(下图)。下一步,用燕尾榫划线规在板端划出头榫线(右图)。最后,用角尺和铅笔将这些头榫线引至工件内面,与榫肩线相交。
2. 锯头榫。
将头榫板端部朝上固定在木工台钳上,工件大面朝向操作者,再用燕尾榫锯沿头榫划线、在榫肩线和端面通长线之间依次进行锯割(左图)。注意:锯口应位于划线的废料一侧。
3. 剔除榫间废料。
将头榫工件平置于工作台上,并在它上面夹固一个定位挡块,挡块边缘线与榫肩线齐平但位于废料一侧,然后,如下图,用凿子将端面通长线以上的废料剔除(译者注:下凿手法请参照贯通式燕尾榫步骤 3,在此略译)。头榫加工好以后,下一步是尾榫的划线及锯割,操作手法贯通式燕尾榫相同。划尾榫线时应注意,这个尾榫榫头较贯通式燕尾榫的要短些,因为它无须贯穿头榫板。
用台锯制作直角多榫的方法
(译者注:因需用台锯加装开槽锯片,这部分简译。但应该可以用倒装雕刻机加装直铣刀来实现同样的效果)
1. 制作辅具。
直角多榫上的多槽结构是用台锯加装开槽锯片、并借助于简单辅具一个一个地加工出来的。首先,调整开槽锯片的锯口宽度,以使工件边缘的榫头榫槽等宽;设定台锯锯深,使之等于待接合工件的厚度。在台锯角度推把上加装一块木制辅助靠山,启动台锯,在其下缘锯出一个槽口;横向移动木制辅助靠山,使榫槽与锯片的间距等于榫槽宽度(译者注:简而言之,就是把辅助靠山移动榫槽那么宽的距离,操作层面的事情用文字表述总有些绕嘴啊,呵呵呵),再用螺丝将辅助靠山固定到推把上。接下来,再次启动台锯,在辅助靠山下缘锯出第二个榫槽(右图)。然后,在第一个榫槽内插入一个高低宽窄正合适的木条(定位木条),木条端部探出靠山表面约 2.5 厘米。
2. 在第一块待接合工件上加工榫槽。
第一块待接合工件侧边贴紧定位木条,工件大面贴紧推把辅助靠山,启动台锯在工件端部开出首个榫槽。然后,提起工件并将靠山拉回原位。接骑套在定位木条上,再次推料,在工件端部开出第二个榫槽。重复上述过程,直至第一块待接合工件端部的开槽作业全部完成。
3. 在第二块待接合工件上加工榫槽。
首先,将第一块工件上最后开出的那个榫槽骑套在定位木条上,再将第二块待接合工件侧边紧贴第一块工件放置,然后,用双手压住两工件,使之贴紧辅助靠山,启动电锯,按照步骤 2的操作方法完成第二块工件的开槽作业。



