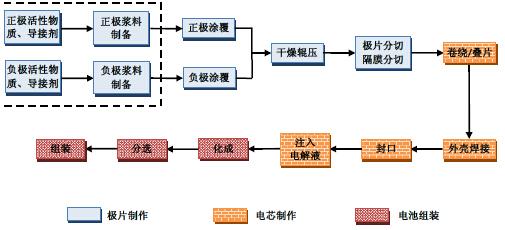
电池的构造有外壳、上盖、极板、隔板、汇流排、极柱、过桥保护板、端子等部件组成。下面就为大家介绍一下锂电池加工生产流程有哪些。
一、极板称重
1.首先要对每块电池内部的极板称重、以及极板配组。每一集群的容量要相等,否则容量小的那组因容量小会提前充满电,那么容量大的电池组还没有充满,电池的端电压较低,总电压没有到充满的终止电压仍在继续充电,造成容量小的一组就形成过充电,如果要是在电池放电时,容量小的那组就提前电量就没有了,其他的电池端电压较高,电池的总电压没有电动助力的终止保护电压,放电还在继续然而就造成了电池过放电。
电池过充电和过放电以及充电不及时都会影响电池的使用寿命,然而电池小的那组电池容量进一步下降,电池的容量的下降进一步使该组过充电与过放电,如此循环造成了电池容量很快减小而报废。
2.在称重前极板的处理
在极板称重前要清楚板删生产中多余的前边,毛刺、在涂膏时多余的活性物质,如果不干净的话会造成电池极板的短路即电池自放电。要用极板刷耳机将极板上的多余杂质刷干净便于焊接,以防造成虚焊、假焊。要将极板有凹凸不平的,脱粉严重的、极板有洞的,挑选出来。
3.极板怎么称重
在极板称重配组时,要先称出一部分极板按重量的不同依次排放在工作台上,比并标出重量,然后在称没有称重的极板在称重仪上称出每片极板的重量,根据称出的极板的重量与放在工作台上的极板放置在一起,这样就免去了一些麻烦。(正极板或者负极板每aIhUaU.cOM组的重量差越小越好,10~14AH的误差每组不要超过1克,17~20AH的误差每组不要超过2克。
二、铅零件选择与加工
铅件有铅焊条和极柱,有专用的模具浇铸而成。一般在450℃左右,温度过高铅氧化严重,铅件因收缩严重造成裂纹,不允许使用铁器敲打模具。做出来的铅件要尽量保证四周无刺边,如果要是有的话,要进行修剪。
三、注入电解液
拧下排气栓,务必将栓上的透气孔穿透,栓下有密封垫和密封纸,灌酸后需去掉;电解液温度必须冷却到30℃以下,灌入电池;将配制好的电解液注入每个单格内,塑壳电池的液面与外壳标记"max"齐平,橡胶槽电池液液面应高出隔板10-15mm;将排气栓拧紧,以防止漏酸。