在各种机械产品中,带有齿轮的零件运用广泛,车削是常用的方法。这样要求我们掌握齿轮加工的基本原理,组成机构,并能在实际中熟练的运用。下面就为大家介绍一下齿条加工工艺。
一、滚齿机特点
1.用于成批,小批及单件生产圆柱斜齿轮和蜗轮,尚可滚切一定卧式滚齿机参数范围的花健轴。
2.调整方便,具有自动停车机构。
3.有可靠的安全装置以及自动润滑滚齿机是齿轮加工机床中应用最广泛的一种机床,在滚齿机上可切削直齿、斜齿圆柱齿轮,还可加工蜗轮、链轮等。
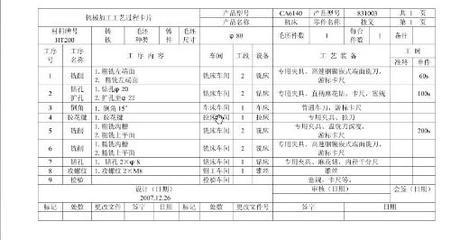
二、切削用量的选择
刨削和铣削加工切削用量包括主轴转速(切削速度)进给速度,被吃刀量和侧吃刀量。切削用量的大小对切削力,切削功率,刀具磨损,加工质量和加工成品均有显著的影响。为了保证刀具的耐磨度,切削用量的选择方法是:先选择被吃刀量或侧吃到量,其次确定进给速度,最后确定切削速度。
三、提高劳动生产率的途径
1.保证质量的前提下提高机床转速,刀具进给速度,被吃刀量,可缩短To。
2.选用多刀加工或单件加工。
3.缩短辅助时间Ta,提高设备机械化或使辅助时间与粗车时间重合。如用高效夹具,工位连续加工。主动检验或数字显示自动测量装置,两个相同夹具交替工作与方法。取尺寸的大小,以验证所加工的齿条中经是否正确。
4.缩短技术服务时间(Tc)。
5.缩减组织服务时间(Tg)。
6.采用先刻工艺方法,如采用粉末冶金,精铸,压铸,精密锻造。先毛坯锻造方法:采用滚,挤,轧,加工工艺。采用精加工方法及改进加工方法。
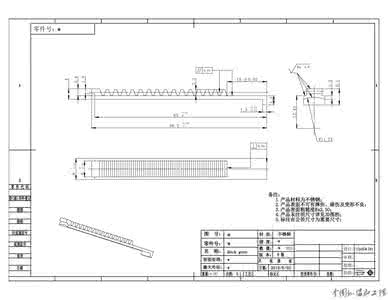
四、热处理的技术要求
锻造件经划线可确定余量是否满足调质余量的要求,铣两端面后,划线钻中心孔上,车床车两节外圆划中间两节中心架外圆端面线齿部平面线,亦身线,铣方身,齿部平面和R后,可进行超声波深测,然后钻孔,修去锐角后进行热处理调质。精加工及除应力回火工件调质后需要经过校正,取下尾部式样做机械性能实验,划线检查曲度重划线钻中心孔,在工件上安放,经过计算的配重块,上车车三节中,架外圆后在车两节外圆(留余量),以孔为基准划各齿中心线,齿深留4mm的余量,留余量镗孔和圆弧,回火消除应力。