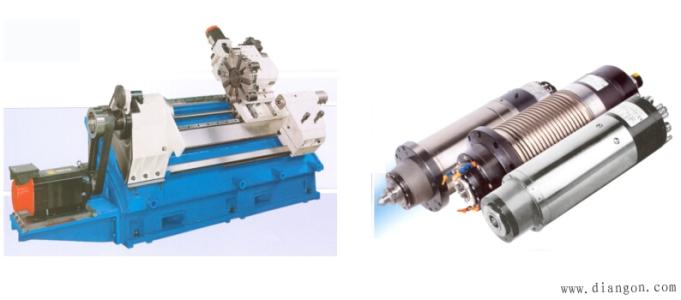
C轴的回转驱动通常有主轴伺服电机通过带传动、进给伺服电机通过减速箱、电主轴直接驱动三种实现方式。
主轴伺服电机通过带传动驱动方式:主轴驱动和C轴驱动共用一套传动装盆。由于V带(机床中常用)传动中滑移的存在,以及带传动所必须的张紧力对主轴有较大的附加力,因此V带在此时很少用到。C轴驱动中经常使用的是同步齿形带,靠齿形啮合传动,有准确的传动比和很小的初张紧力,并且允许较高的转速,传动的精度和效率较高。
进给伺服电机通过减速箱驱动:此种方式下,C轴驱动和主轴传动为两套传动装置。C轴驱动电机为进给伺服电机,通过减速箱驱动主轴低速旋转,而车削主轴则由主轴伺服电机驱动主轴高速运转。因此主轴部件需要有一套装置实现车削主轴和C轴驱动的切换,使C轴的传动系统与主轴脱离。C轴驱动时通过减速箱实现较大的传动比,输出转速低.扭矩大。主轴驱动可以实现高的转速满足车削时的速度需求。
电主轴直接驱动:驱动电机转子直接套装在主轴上实现C轴驱动。主轴惯性矩大,传动链短,结构简单。
以上三种C轴实现方式:带传动因转速和传动比的原因,其输出转速和扭矩受到限制;伺服电机通过减速箱驱动的方式能够实现较大的扭矩,但是由于齿轮传动间隙的存在,实现高精度的C轴制造成本很高;电主轴直接驱动的方式由于没有中间传递环节的存在,而且电主轴本身转动惯A大,其动态性能优异,目前受限于电机的输出扭矩较低。从长远来看,电主轴直接驱动方式前景广阔。
实践中C轴主要考工其精度和稳定性。
保证C轴的精度主要通过以下措施:
① 选择适当的角度编码器实现位置反馈,构成闭环控制。角度编码器的精度根据设计精度目标进行选择,其机械允许转速、电气允许转速与设备匹配;并且按照要求进行安装。
② 保证C轴驱动结构的精度,减少其传动结构中的传动间隙。传动间隙不仅影响C轴精度,而且在切削过程中会导致振动的产生,对零件加工质A产生不利影响。对于没有Y轴的车削中心,在其加工平面时,通过C轴正反向旋转与X轴进给多次插补形成加工面,加工过程中极易产生振动,传动间隙的控制尤为重要。电主轴直接驱动由于没有了中间传递环节,几乎没有传动间隙,在此方面优势明显。
C轴的稳定性主要是指主轴系统在切削中的抗振性。为增加其稳定性,工程实践中的做法有:增加主轴系统的惯最比,即选用大转动惯量主电机或减少被驱动件的转动惯盆,减少工件对主轴系统质童特性的影响;增加主轴系统阻尼,以吸收振动源的能量等。由于机床振动问题比较复杂,在此不作详细讨论。
C轴锁紧机构
锁紧机构的结构形式有多种,基本原理都是通过施加轴向或径向的摩擦力来实现。可以选用成型的产品,也可以自行设计。选用时根据应用场合、使用要求进行,注意夹紧点均布.减少附加力的产生。
自行设计的锁紧机构,一般以整个摩擦片两侧整圆周抱紧,受力比较均匀,可以通过调整夹紧力作为主轴系统阻尼使用。而成型的产品通过局部夹紧实现锁紧,通常不能用作阻尼。由大天数控加工中心http://www.hzdtsk.com 整理发表,转载请注明