
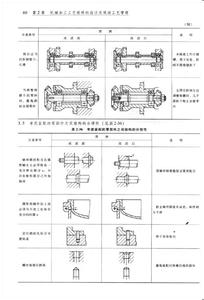
用旋转的单刃镗刀把工件上的预制孔扩大到一定尺寸﹐使之达到要求的精度和表面粗糙度的切削加工。镗削一般在镗床﹑加工中心和组合机床上进行﹐主要用于加工箱体﹑支架和机座等工件上的圆柱孔(见图 镗圆柱孔示意图 )﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R2.5~0.16微米。
镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。
以上就是网友分享的关于"切削加工:镗削"的相关资料,希望对您有所帮助,感谢您对爱华网的支持!
爱华网本文地址 » http://www.aihuau.com/a/387451/22620337212.html
更多阅读
机械加工工艺系统_机械加工工艺手册--第3卷 -作品目录《机械加工工艺手册》总目录第1卷第1章 金属切削原理第2章 材料及热处理第3章 毛坯及余量第4章 机械加工质量第5章 机械加工工艺规程制订第6章 机床夹具第7章 锯削 刨削 插削第8

插削利用插刀在竖直方向上相对工件作往复直线运动加工沟槽和型孔的切削加工。削_插削 -插削削_插削 -正文利用插刀在竖直方向上相对工件作往复直线运动加工沟槽和型孔的切削加工。插削的工作方式与刨削类似(图1),但插刀装夹在插

深孔钻床是深孔钻镗床的简称,深孔钻床分为卧式深孔钻床,立式深孔钻床和三坐标钻床。深孔钻镗床深孔钻镗床根据工件的长短,该产品选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。授油器采用创
镗工是指操作镗床,进行工件镗削加工的人员。该职业在中国共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。镗_镗工 -适用对象镗工镗工是

CNC(加工中心)是计算机数字控制机床(Computer numerical control)的简称,是一种由程序控制的自动化机床,利用数字化的信息对机床运动及加工过程进行控制。一般CNC加工通常是指精密机械加工、CNC加工车床、CNC加工铣床、CNC加工镗铣床等