男平角
二、纸样制作
1.纸样设计思路
这一款式的纸样制作就是一基本的男式平脚裤。
(1) 经过测量,腰围与脚口绱橡筋时的工艺回缩率,按照每11cm缩1cm的比例制作。即纸样的大小是在测量尺寸的基础上增加其1/10。
(2) 前侧缝与前中缝的长度是调整前中象鼻弯度的参考标准。
(3) 脚口、臀围以及侧缝的尺寸调和是这一纸样制作的关键。
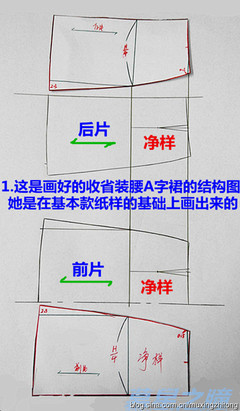
2.净样制作(图5-31~图5-32)
(1)在净样的制作过程中,为了提高工作效率,将前后片以侧缝为中线一起制图,完成后再将后片参照后中作对称。在这款纸样的净样制作中,除了注意腰头工艺回缩率之外,还要注意脚口大小以及臀围大小的调整,这是根据腰头起翘和腰围的工艺回缩量以及前裆弯的调整来实现。
(2)臀围线的确定。按照臀下长B=立裆长/3+1=(身高/5+1~2)/3+2计算,即B=(170/5+2)/3+2=14cm,得出臀腰高为11cm。
(3)象鼻弯处的制图。象鼻弯度5.5cm,连接参考线。将象鼻弯参考线三等分,靠近臀围线的一等分点出1.3cm,在此基础上参考图5-31将前中象鼻弯完成。注意符合前侧缝线的长度,有误差时通过调整象鼻弯度的大小来实现。
(4)前片裆弯的制图。象鼻弯参考线两等分处向上1cm取一点,作象鼻弯的垂线。自臀围处作线段交于垂线上,线段长为a。在此基础上参考图示将前裆弯完成,并截取前侧缝长。
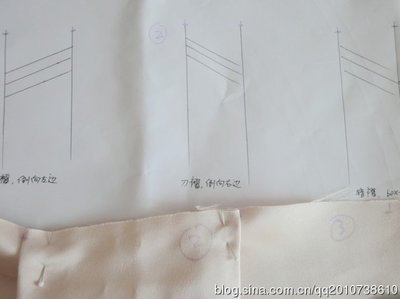
(5)将后片与前片于侧缝处拼合,并按照花边的宽度,参考脚口直线作分割。
3.毛样制作(图5-33)
毛样的制作就是在净样的基础上增加缝份和加注纸样详细信息的过程。前面的纸样分析中,注明了各条拼合缝的工艺处理以及缝份大小。需要对位的地方是要作剪口标记。
4.齐码纸样(图5-34)
(1)纸样放缩时要根据实际情况选择放缩方式。本着简洁快速的原则灵活的选择坐标原点。这一款式的档差见表5-9。
(2)成品腰围的档差为4cm,综合工艺回缩率,纸样腰围的档差为4.4cm。前片腰头分割处按照比例分配的原则进行档差的分配,图中分配比例为3:7。
(3)在放缩过程中除了前中片以外都简单的采用点放缩的方式。需要注意的是,前片的放缩以臀围为放缩原点——按照臀下裆长占整体立裆的比例来分配档差,以确定长度放缩量。
(4)前中片的下端象鼻弯处放缩可以按照順线放缩的方式,将其简洁快速的进行放缩。
女胸衣纸样制作
1.纸样设计思路
这一款式的纸样制作是在基本三角围的基础上结合三角定位的原理作相应的调整。
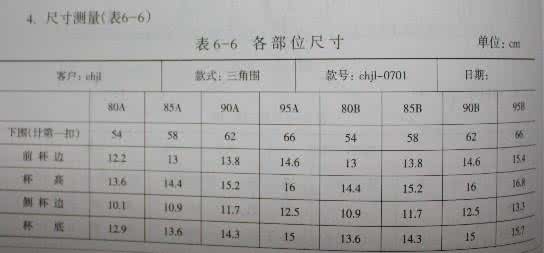
(1) 在这款纸样的净样制作中,除了注意杯边与下围的工艺回缩率之外,还要注意前后杯底大小的分配。工艺回缩率取每10cm中含0.5的比例,杯底大小分配可以按照前杯底小于后杯底1~1.5cm的比例来分配。图中前后相差1.3cm,前杯底=号÷10—2cm。
(2) 杯高的分配。按照常规75B下杯高7.5cm来推断,85B的下杯高为8.5cm。
(3) 罩杯省量的大小可以按照下杯高—1cm的计算方法得到。
2.净样制作(图6-33)
图6-33
(1)下杯高与杯省量形成一个固定的三角形,再按照图示,肩夹点在BP点的垂直线上向外偏移1.5cm,这样杯高线就可以完成了。
(2)以杯高为基础,前杯边和前杯底形成一个固定的三角形,侧杯边和侧杯底形成一个固定的三角形。这样前杯和侧杯的框架就可以确定了。
(3)调整好侧杯边弧度后,要注意前后杯底弧线拼接后要圆顺。
3.毛样制作(图6-34)
图6-34
毛样的制作就是在净样的基础上将对称的纸样展开,并增加缝份和加注纸样详细信息的过程。前面的纸样分析中,注明了各条拼合缝的工艺处理以及缝份大小。需要说明的是,为了节省花边,这里的花波可以区别于通常的平底波而采用平波位排料裁剪。
4.齐码纸样(图6-35)
图6-35
纸样放缩时要根据实际情况选择放码方式。本着简洁快速的原则,采用顺延放缩的方法,灵活的选择坐标原地。这一款式的各部位档差见表6-6。
表6-6