轻合金在不同工业上应用的需求日益增加,例如在航天工业上轻合金的重要性也越来越高,同时在加工结构性组件时配以高性能和高速加工方案也相对提高。因此,在切削刀具方面,也要求在粗加工时有高的排屑速度,同时也能达到精加工的最佳表面光洁度。这篇文章将针对这两项要求,分别阐述刀座、刀片形状及硬质合金的系统性发展,并演示发展目标和实验结果。
介绍
在金属加工业内其中一个十分重要及致力达到的目标是提高生产效率。生产效率是建基于增加切削速度、进给量和切削深度,配以高性能和高速加工方法能大大降低生产组件的整体成本。客户分析数据显示,增加金属排屑速度(cm3/min)对降低生产成本有决定性的影响。相反地,刀具寿命和刀具价格的降低对生产成本的影响相对有限。
高性能和高速切削技术能为客户带来高效益、高精密度及崭新的加工工艺等好处,因此越来越普及和受欢迎。这项技术的优点是提高表面光洁度、减低切削力及提高排屑量,使生产工序更有效。此外,轻合金在不同工业上应用的需求日益增加,例如在航天工业上轻合金的重要性也越来越高,同时在加工结构性组件时配以高性能和高速加工方案也相对提高。因此,在切削刀具方面,也要求在粗加工时有高的排屑速度,同时也能达到精加工的最佳表面光洁度。这两项要求也成为“森拉天时”在开发高速及高性能轻合金加工刀具系列(包括刀体、刀片形状及硬质合金的设计)时的重要目标。
刀体的设计
刀体的设计, 在于当刀片夹紧在刀体时必须能承受高性能切削(高进给量)所产生的高切削力和特别是每分钟3万转以上的高转速(高速切削)所产的高离心力。
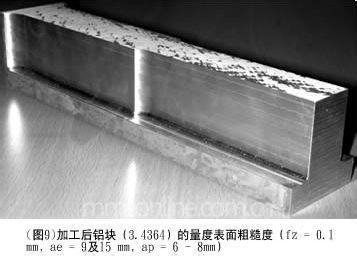
在几年以前,刀具连刀片的最大可容转速是铣削工序中的限制因素。新设计将超越了这个极限,在刀具直径为32mm和可用切削刃长为18mm的刀体可承受超过每分钟4万转的转速。同时为了保证切削位置的高度准确性,刀片座的侧面定位壁和“V形定位槽”能完全把刀片固定和达到非常高的定位精度。在航天工业上,这一点对于达到薄壁侧面的表面光洁度要求是非常重要。此外, 经德国Darmastadt技术大学PTW的实验室所作的几个离心力测试结果显示,“V形定位槽”的特殊设计能够提高刀体的抗离心力约25%(见图1)。
以上就是网友分享的关于"高速铣削--刀具设计和硬质合金的发展"的相关资料,希望对您有所帮助,感谢您对爱华网的支持!