[摘要] 切边模来用浮动分离式结构,解决了由于零件形状的限制而不能使用常规模具结构切边的难题,为此类事件的大批量、高效串的生产提供了较好的解决方法。
关键词 U形件 切边模 工艺分析 平衡器
1引言
图1所示平衡器是出口产品,它是汽车上的一个零件,此零件为U形下陷件,长度352.5mm材料是Q235A,厚度是6mm。要求平衡器外边缘平齐并保证尺寸89mm,该零件生产批量大,但生产周期短。
2 工艺分析
原平衡器生产工艺流程是:剪板-成形-整形-铣外边缘尺寸89mm-冲孔。
图2所示是平衡器成形后的情况,由于零件左端局部是冲压成形,迫使部分材料向上面流动,在上边缘形成突耳,同时也使上边缘成不规则的曲线。
为了保证零件图样尺寸89mm的要求,原工艺是采用铣削加工,由于铣削速度慢,零件批量大,铣削加工很难保证工期。
3 浮动分离式切边模及其工作过程
原铣削工艺不能满足大批量、工期紧的生产要求,而采用模具切边来代替铣削加工则是最好的方法。
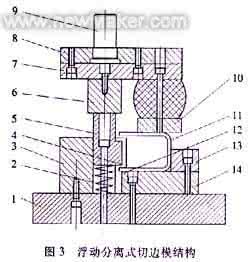
由于零件结构限制,采用传统结构做切边模夫法实现该零件的切边。如果设计成浮动分离式凸模结构的切边模,则能解决这一难题。图3是模具结构简图.其凸模做成浮动的,与上模分离。其工作过程是;当冲床滑块下行时首先由压料板压紧零件.以免切边时零件窜动,滑块继续下行,上模与浮动凸模接触,使之与滑块一起下行,浮动凸模是由导向块定位和导向的,切边后滑块上行,浮动凸模由复位弹簧复位。完成一次切边过程,将上件翻转即可切别一边。
为了使切边过程更加平稳,浮动凸模采用了倾斜刀口,这样不仅减小了冲裁力,同时也减小了振动和噪声。
1下模板 2复位弹簧 3导向定位块 4凸模刃口 5浮动凸模 6上模 7上模固定板 8上模板 9模柄 10压料板 11工件 12凹模刃口 13定位板 14凹模
4 结束语
经过实际生产证明,U形下陷件用浮动分离式切边模修边,加工出的制件符合图样要求。模具结构简单,使用方便,生产效率高。
以上就是网友分享的关于"U形件浮动分离式切边模"的相关资料,希望对您有所帮助,感谢您对爱华网的支持!




