冲压模具的流程是什么,冲压模具有哪些具体的步骤。小编给大家整理了关于冲压模具流程,希望你们喜欢!
冲压模具流程1 工艺设计
(1)根据冲压件产品图,分析冲压件的形状特点、尺寸大小、精度要求、原材料尺寸规格和力学性能,并结合可供选用的冲压设备规格以及模具制造条件、生产批量等因素,分析零件的冲压工艺性。良好的冲压工艺性应保证材料消耗少、工序数目少、占用设备数量少、模具结构简单而寿命高、产品质量稳定、操作简单。
(2)确定工艺方案,主要工艺参数计算。在冲压工艺性分析的基础上,找出工艺与模具设计的特点与难点,根据实际情况提出各种可能的冲压工艺方案,内容包括工序性质、工序数目、工序顺序及组合方式等。有时同一种冲压零件也可能存在多个可行的冲压工艺方案,通常每种方案各有优缺点,应从产品质量、生产效率、设备占用情况、模具制造的难易程度和寿命高低、生产成本、操作方便与安全程度等方面进行综合分析、比较,确定出适合于现有生产条件的最佳方案。此外,了解零件的作用及使用要求对零件冲压工艺与模具设计是有帮助的。
工艺参数指制定工艺方案所依据的数据,如各种成形系数(拉深系数、胀形系数等)、零件展开尺寸以及冲裁力、成形力等。计算有两种情况,第一种是工艺参数可以计算得比较准确,如零件排样的材料利用率、冲裁压力中心、工件面积等;第二种是工艺参数只能作近似计算,如一般弯曲或拉深成形力、复杂零件坯料展开尺寸等,确定这类工艺参数一般是根据经验公式或图表进行粗略计算,有些需通过试验调整;有时甚至没有经验公式可以应用,或者因计算太繁杂以致于无法进行,如复杂模具零件的刚性或强度校核、复杂冲压零件成形力计算等,这种情况下一般只能凭经验进行估计。
(3)选择冲压设备
根据要完成的冲压工序性质和各种冲压设备的力能特点,考虑冲压加工所需的变形力、变形功及模具闭合高度和轮廓尺寸的大小等主要因素,结合工厂现有设备情况来合理选定设备类型和吨位。常用冲压设备有曲柄压力机、液压机等,其中曲柄压力机应用最广。冲裁类冲压工序多在曲柄压力机上进行,一般不用液压机;而成形类冲压工序可在曲柄压力机或液压机上进行。
2.模具设计
(一)确定冲模类型及结构形式
根据所确定的工艺方案和冲压件的形状特点、精度要求、生产批量、模具制造条件、操作方便及安全的要求,以及利用现有通用机械化、自动化装置的可能,选定冲模类型及结构草图
(二)选择工件定位方式
1.工件在模具中的定位主要考虑定位基准,上料方式,操作安全可靠等因素。
2.选择定位基准时应尽可能与设计基准重合,如果不重合,就需要根据尺寸链计算,重新分配公差,把设计尺寸换算成工艺尺寸。不过,这样将会使零件的
加工精度要求提高。当零件是采用多工序分别在不同模具上冲压时,应尽量使各工序采用同一基准。
3.为使定位可靠,应选择精度高、冲压时不发生变形和移动的表面作为定位表面。
4.冲压件上能够用做定位的表面随零件的形状不同而不同,平板零件最好用相距较远的两孔定位,或者一个孔和外形定位;弯曲件可用孔或形体定位;拉深件可用外形、底面或切边后的凸缘定位。
(三)选择卸料方式
为了冲压后卡在凸模上、凸凹模上的制件或废料卸掉,将制件从凹模中推出来(凹模在上模)或顶出来(凹模在下模),以保证下次冲压正常进行,设计模具时,必须正确选择卸料方式和设计卸料装置。
在选用压料、卸料装置的形式时,应考虑操作方式,即板料送进和定位是手动操作还是自动化操作;出料方式是上出料,还是下出料。
压料、卸料装置根据冲压件平整度要求或料的厚薄来决定。一般情况对于冲裁较硬、较厚且精度要求不高的工件,可选择刚性卸料方式;对于冲裁料厚在
1.5mm 以下,且要求冲裁件比较平整的制件,可选择弹性卸料方式;对于弯曲、拉深等成形零件的卸料方式选择及卸料装置的设计,应考虑既不损坏成形部位,又能满足卸料要求的卸料装置。卸料装置设计的正确与否,直接影响工件的质量、生产效率和操作安全程度。
(四)进行必要的模具设计计算
1.计算模具压力中心,确定模具受力中心的位置,防止模具因受偏心负荷作用影响模具精度和寿命。
2.计算或估算模具各主要零件(凹模、凸模固定板、垫板、凸模)的外形尺寸,并确定标准模架以及卸料橡胶或弹簧的自由高度等。
3.确定凸、凹模的间隙,计算凸凹模工作部分尺寸。
4.校核压力机
⑴压力机的选择,必须满足以下要求:
Hmax 5mm Hm Hmin 10mm式中Hmax,Hmin--分别为压力机的最大、最小装模高度,单位mm; Hm---模具闭合高度,单位mm。
当多副模具联合安装到一台压力机上时,多副模具应有同一个闭合高度。 ⑵压力机的公称压力Fg必须大于冲压计算的总压力F总。即Fg≥F总。
⑶压力机的滑块行程必须满足冲压件的成形要求。对于拉深工艺为了便于放料和取件,其行程必须大于拉深件高度的2~2.5 倍
⑷为了便于安装模具,压力机的工作台面尺寸应大于模具尺寸,一般每边大50~70mm 。工作台垫板应保证冲压件或废料能漏下 。
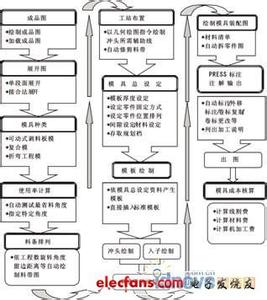
(五)绘制模具总图和非标准零件图
根据上述分析、计算及方案论证后,绘制模具总装配图及零件图。
冲压模具分类根据工艺性质分类
a.冲裁模 沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
b.弯曲模 使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
c.拉深模 是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
d.成形模 是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。
e. 铆合模 是借用外力使参与的零件按照一定的顺序和方式连接或搭接在一起,进而形成一个整体
根据工序组合程度分类
a.单工序模 在压力机的一次行程中,只完成一道冲压工序的模具。
b.复合模 只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。
c.级进模(也称连续模) 在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。
d.传递模 综合了单工序模和级进模的特点,利用机械手传递系统,实现产品的模内快速传递,可以大大提高产品的生产效率,减低产品的生产成本,节俭材料成本,并且质量稳定可靠。
依产品的加工方法分类
依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。
a. 冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。
b.弯曲模具:是将平整的毛胚弯成一个角度的形状,视零件的形状、精度及生产量的多寡,乃有多种不同形式的模具,如普通弯曲冲模、凸轮弯曲冲模、卷边冲模、圆弧弯曲冲模、折弯冲缝冲模与扭曲冲模等。
c.抽制模具:抽制模具是将平面毛胚制成有底无缝容器。
d.成形模具:指用各种局部变形的方法来改变毛胚的形状,其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。
e.压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状,其种类有挤制冲模、压花冲模、压印冲模、端压冲模。