车间质检员的工作流程有哪些,车间质检员的主要工作程序包括什么。小编给大家整理了关于车间质检员工作流程,希望你们喜欢!
车间质检员工作流程一、 班前会,提前十分钟进入车间,参加清理车间班前会,点名考勤,通报上一班质量方面存在的问题,提醒员工本班在质量方面重点注意事项。
二、 交接班,进入岗位进行交接班,根据交接班记录要求事项共同逐项进行检查交接,检查完毕后填写交接班记录,双方签字确认完成交接班,进入工作状态。
三、 尺寸检验,进入现场后,按图纸要求对所有产品的几何尺寸进行检验,并做好记录,检查频率不得低于5%。
四、 产品划线,每班对主要产品进行不低于3件的称重、划线检验,并做好检验记录。对于试验产品要优先检验,单独存放。
五、 产品抽检,对全厂各车间的待检产品进行抽检,发现不合格产品做出标示,通知车间进行返修,并对责任人按规定进行处罚。
六、 发现批量不合格品要及时向安全质量部汇报,同时做好标示等待上级部门联合复检。
七、 做好废品、返修品和返厂废品的统计工作。
八、 完成上级部门下达的临时性工作。
九、 下班前将各项记录收集、汇总、整理,将检验室的各类工具归位摆放整齐,卫生打扫干净,等待交接班。
十、 产品硬度检验,从化验室取单,按炉号对每炉产品硬度抽检一次。
质检员检验工作程序一. 检验前准备:
1. 相关检验资料的准备
质检员在检验工作前必须准备相关检验记录表格,定单资料,标识标签。
2. 相关检验工具的准备
准备检验中常用的必备检验工具,如卷尺、卡尺,开箱用小刀,确认颜色的色卡等。
3. 检验确认办的准备
质检员当天下班前必须向生产车间了解次日生产计划,更改后要及时告诉质检并向相关部门索取检验依据、标准和样办。
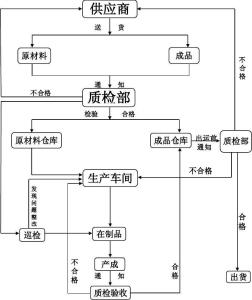
二. 来料检验:
1. 供应商来货检验
外购来料检验由少璇负责,收到来货信息时,及时对其产品按照本厂制定的抽样方案进行检验,合格在入库单上签名并贴合格标示和出检验合格报告,仓库必须见到质检确认签名后方可收货。不合格立即出物料检验报告包上级审批,上级在审批时要根据出货期的实际情况,给予处理方案,批量不合格必须做退货处理,部分或个别不良若货期不紧则做退货处理或与供应商协商后处理,货期紧除批量不合格外可考虑接收挑选处理,但必须与供应商沟通说明所需人工费必须由供应商承担。
2. 委外来货检验:
委外来料检验有骄东负责,其检验及处理方法同供应商来料。
3. 各工序的来料检验
各工序的来料检验所针对的是下工序对上工序的来料检验,如八楼装配车间对一楼注塑车间的来料进行检验,包装车间对8楼装配车间的来料检验,具体检验人员由各工序负责人实施,质检人员负责监督和视情再抽检。
三. 产品确认:
1. 首件确认
新产品在生产前必须做首件确认,生产前半小时,首件确认办通常为2个,由生产车间产前包装好2个产品经车间主任自行检查合格后,主任在首件标示单上签字交给质检再确认,质检依据检验样板及相关要求进行检验,合格后同时在首件单上签字,必要时由质检送到销售签署确认,首件确认后生产车间自己留一套做生产过程中仿照生产,品质部留一套做确认依据和留样样板。
2. 过程确认
生产车间和质检员在生产过程中要定时拿出首件板对照生产,防止生产过程中出现生产错误。
四. 巡检
1. 车间环境卫生监察.
质检员每天上班时检查各车间环境卫生有没有按照要求落实,下班后检查各车间防尘措施有没有落实到位。发现问题及时与车间主任沟通解决。
2. 人员卫生及操作规范监察
工作中检查各工序人员卫生是否按照要求落实,工序操作是否违规,发现问题立即要求其纠正并报告车间主任进行处理。
3. 机器设备清洁保养监察
检查机器设备整洁性是否达到要求,操作人员是否按操作规程操作,发现问题及时报告上级处理。
4. 生产过程中的质量抽检
质检员按要求最少每2小时对本车间流水线或生产工序进行抽检一次,一次抽检数量32个或50个,发现严重或批量问题立即要求其停止生产并及时报告上级,待问题处理好后方可再生产,质检员在巡检中发现个别问题超出质量标准允收范围,第一次要求生产管理人员进行纠正和控制,第二次检验发现还不合格,马上要求其停止生产并写出检验不合格报告上级处理。
5. 质量信息的记录与存档
巡检中发现的问题和检验结果都应如实记录巡检报告,异常发生如实填写各检验报告,巡检及检验报告审批后复印分发各相关部门,原稿本部门存档做月底统计依据。
五. 终检
1. 成品入库前检验
成品或半成品入库前必须按批量的质量标准进行抽检,合格签名入库,不合格出不合格报告报上级处理。
2. 出货前品质保证检验
产品出货前3天质检部终检员对需出的货进行抽样检验,避免出现产品在存放过程中出现不良现象,导致出货后赔偿或退货,发现问题及时上报并进行紧急处理。
六. 不良品确认
1. 质量标准的给出
产品生产前质检应与部门主管(或车间主任)交代质量注意事项,并给出相应的质量标准。
2. 生产过程中的不良品确认
生产过程中生产作业人员应主动向质检了解不明确的质量标准,质检员有责任向生产人员给出质量标准,质检员不能确定的需报告上级进行确认,产品应由确认人在上面签名做检验依据。避免出现品质责任矛盾。
3. 不良品的分类、退料和标识
车间的不良品应标示隔离存放,并分为可修复和报废2大类,每个班次下班前10分钟由生产车间把不良品集中后由质检检验,确定不良品后车间做退料处理,(标示通常合格用绿色圆标,不合格用红色圆标,待处理用黄色圆标标示)。
七. 异常处理
1. 异常报告给出
发现问题及时填写不合格检验报告,由相关部门签署处理意见。
2. 异常问题的分析和控制
质检部对异常问题应进行分析并出示不合格品(项)分析报告
3. 异常处理流程
质检在车间生产检验发现异常时,必须立即报告车间主任进行异常的控制,并及时上报品质主管和上级对异常进行判定决定处理方法,车间主任对异常情况应立即报告厂长并执行上级处理意见。
4. 异常处理结果跟进
当一个异常发生后,质检员对异常问题进行记录,并跟进车间改善情况,有问题及时提出,一直到此异常处理完毕为止。
5. 异常数据的记录存档
巡检记录和检验报告为日常工作中的质量情况的有效证据和记录,每天的表单要集中交给品质主管处分类存档。方便周统计和月统计。
6. 不合格品(项)的纠正与预防
重大异常或屡次出现的质量问题,由品管部发出纠正与预防措施单,分析异常原因和改善方法,并限期要求各相关部门进行改善。
7. 质量事故的处理
因人员失职造成的质量事故,总经办发出质量事故处罚单,要求当事人和品质人员对其事故进行分析,区别和判定责任,并按照厂相关管理办法对其进行行政处罚和经济赔偿。