发布时间:2018年04月27日 17:58:13分享人:你远走我高飞来源:互联网22
以下为模具焊条常用型号:
模具焊条CMC-E30N 高张力高韧度 2.6 , 3.2 高硬度钢之接合,钢模座固定,铸钢模硬面制作打底缓冲层,龟裂之焊合。 CMC-E45 HRC 48~52 2.6 , 3.2 , 4.0 中硬度钢焊条,适用于汽车模之铸钢模之延压部份。耐中高温冲击磨耗之机件修补之延压部份。 CMC-E47N HRC 44~50 2.6 , 3.2 可直接在铸铁上施焊之焊条,使用于铸铁模之刀口、延压部份十分方便。 CMC-E58 HRC 57~59 2.4 , 3.2 , 4.0 抗磨耗,硬度安定性高适用于冷锻模,延压模,刀模,车模,耐磨耗机件之硬面制作。 CMC-E60A HRC 60~62 2.6 , 3.2 硬度稳定性高,耐中高温磨耗。适用于中碳钢,低合金钢之硬面制作,耐磨耗之刀具机件修补,车模,热锻冷锻切口模具焊补。 CMC-E7w HRC 55~58 3.2 , 4.0 适合于空冷钢(ICD5)或铸钢之刀口制作与损坏堆焊,特别是用于制作汽车钣金模切边、冲孔、翻边部位,轻工钣金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊作为剪切边。也可以应用于耐磨耗机件之硬面制作。 CMC-E67N 高张力高韧度 3.2 , 4.0 铸钢模硬面制作打底缓冲层龟裂之焊合 ,加工容易。 E46N HRC 45~48 3.2*350mm 直接在铸铁上施焊,对于冲压模的金属磨耗非常有效。焊接金属第一层为奥氏体组织;从2层开始为马氏体组织耐磨耗性好。火焰淬火铸铁也可直接堆焊。 CMC-MS64N 3.2*350mm 铸铁用焊条,强度高、塑性好。适用于灰口铸铁及球墨铸铁、可机械加工。

爱华网本文地址 » http://www.aihuau.com/a/8103220103/19148.html
更多阅读
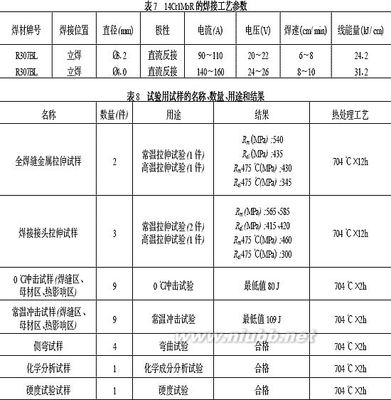
摘 要:通过对新材料14Cr1MoR 铬钼钢焊材和焊接工艺的试验,确定了合理的焊接工艺。关键词:14Cr1MoR;焊材;焊接工艺;应用1 引言 某石化公司新建120 万吨/ 年延迟焦化装置的两台焦炭塔, 塔体尺寸为φ8800 mm×38767.4 mm,塔体材料

三手工电弧焊工艺1接口焊条电弧焊的接头主要有对接接头、T形接头、角接接头和搭接接头四种。1.1 对接接头对接接头是最常见的一种接头形式,按照坡口形式的不同,可分为I形对接接头(不开坡口)、V形坡口接头、U形坡口接头、X形坡口接头
一、工艺简介氩弧焊是利用氩气作为焊接时保护性气体的一种焊接方式。氩气由焊炬中的专门气路输送,以一定的流速由喷嘴喷出,在焊弧周围形成一个氩气保护层,将焊弧与空气隔绝,从而能有效地保护电弧热量集中。目前工业上应用的氩弧焊大致有
landedplungermold有肩柱塞式模具burnishingdie挤光模英语站landedpositivemold有肩全压式模具buttondie镶入式圆形凹模loadingshoemold料套式模具center-gatedmold中心浇口式模具loosedetailmold活零件模具chillmold冷硬用铸模

2012-02-20 14:09CO2气体保护焊以其速度快、操作方便、焊接质量高、适用范围广和成本低廉等诸多优势,逐渐取代了传统的手工焊条电弧焊。在焊接生产中,焊接工艺参数对焊接质量和焊接生产率有很大的影响,正确选择焊接工艺参数是获得质量