五金模具是在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属材料制出所需形状的零件或制品,这种专用工具统称为五金模具。
五金模具_五金模具 -简介
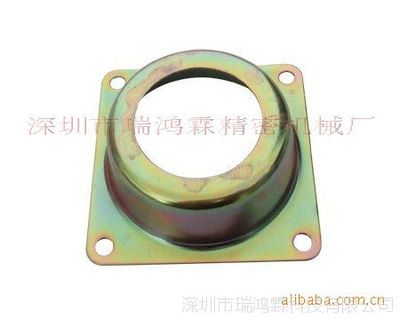
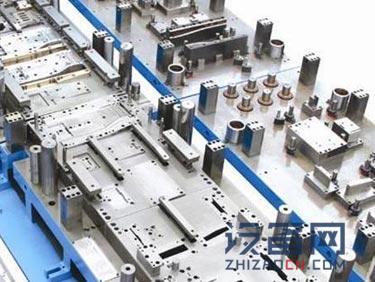
五金模具五金模具是在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属材料制出所需形状的零件或制品,这种专用工具统称为五金模具。我们日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。
五金模具_五金模具 -分类
五金模具1、根据工艺性质分类
(1)冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
(2)弯曲模使板料毛坯或其他坯料沿著直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
(3)拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
(4)成形模是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。
2、根据工序组合程度分类
(1)单工序模在压力机的一次行程中,只完成一道冲压工序的模具。
(2)复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。
(3)级进模(也称连续模)在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。
连续模(级进模),压力机在一次冲压行程中,采用带状冲压原材料,在一副模具上用几个不同的工位同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,料带定距移动一次,至产品完成。
连续模在冲压过程中材料料带始终向一个方向运动;模具内部料带切断后向两个或者两个以上方向运动的叫级进模;料带送料在模具内部完成的叫自动连续模;在一个冲压生产链上用不同工艺的冲压模具用机械手或其他自动化设施,采用模具或者零件移动完成工件冲压加工额定模具叫多工位模。
五金模具_五金模具 -设计方法
1、进行材料(产品材料,模具材料)方向的研讨。2、凹凸模间隙大小。
3、导正销位置和数量充分。
4、是否考虑废料反弹,顺送模出料是否顺畅。
5、是否设计了监视器,废料反弹传感器。
6、定位板和浮升销选择适当。
7、螺栓(包括卸料螺栓)数量,大小,位置是否选择适当。
8、考虑冲裁力,选择冲床。
五金模具_五金模具 -设计流程
五金模具一、设计准备
1、必需的图纸、金型仕样书的内容等的确认:
在正式的金型设计之前,下列图纸或文件通常要具备:
①部品图;②金型设计制作仕样书;③设计制作契约书;④其他
并且要对上述资料完全理解,不明确处要得到客户的确认。
2、把握图面的概要
部品图决定了金型设计的最终目的,必须透彻地理解。日本客户提供的部品图是按照JIS制图规定采用三角法绘制的,通常由以下部分构成:
正面图、平面图、侧面图、断面图、详细图、参考图、注记、公差一览、仕上记号一览、标题栏、其他
在视图过程中要注意以下方面:
①公差要求较严格处;②对金型构造有影响的部位;3现有图面无法理解的部分;④注记中特别突出的事项⑤特殊的材料和热处理要求;⑥部品壁厚较薄处(t<0.6mm)⑦部品壁厚较厚处;⑧外观上有无特别仕样要求⑨三维曲面部分;⑩设计者、日期、纳期、价格等
3、部品立体形状的理解
部品图是二维绘制的,要通过视图转换成设计者头脑中的三维形状,而手绘立体图对此很有帮助。准备好纸和铅笔。首先绘制出制品的大致外形轮廓,然后再根据自己对部品图的理解,绘制出部品各部位的断面图。
上述这些对将来分型面的确定、入子的分割非常重要。如果条件允许,使用粘土等辅助物来帮助理解会更好。
4、标题栏的检讨
部品图的标题栏一般注明了图面中的公差、部品的材料等一些内容,必须要认真研读。①部品名;②图名;③图番;④材质(包括收缩率);⑤仕样,指材质的详细仕样,如生产厂家、商品名、树脂代号;⑥尺度;⑦设计者;⑧变更栏;
5、注记部分的检讨
⑴浇口种类、位置、数量
如无特殊要求,则金型设计者在自行决定后需征得客户的同意。
⑵入子分割线的要求
由于入子分隔线会在制品表面形成接痕,影响外观,尤其对折叠部位有害,所以设计者应遵守部品图的规定。
五金模具_五金模具 -加工技术
五金模具粗加工模具粗加工的主要目标是追求单位时间内的材料去除率,并为半精加工准备工件的几何轮廓。在切削过程中因切削层金属面积发生变化,导致刀具承受的载荷发生变化,使切削过程不稳定,刀具磨损速度不均匀,加工表面质量下降。
开发的许多CAM软件可通过以下措施保持切削条件恒定,从而获得良好的加工质量。恒定的切削载荷。通过计算获得恒定的切削层面积和材料去除率,使切削载荷与刀具磨损速率保持均衡,以提高刀具寿命和加工质量。避免突然改变刀具进给方向。避免将刀具埋入工件。如加工模具型腔时,应避免刀具垂直插入工件,而应采用倾斜下刀方式(常用倾斜角为20°~30°),最好采用螺旋式下刀以降低刀具载荷;加工模具型芯时,应尽量先从工件外部下刀然后水平切入工件。刀具切入、切出工件时应尽可能采用倾斜式(或圆弧式)切入、切出,避免垂直切入、切出。采用攀爬式切削(Climbcutting)可降低切削热,减小刀具受力和加工硬化程度,提高加工质量。半精加工模具半精加工的主要目标是使工件轮廓形状平整,表面精加工余量均匀,这对于工具钢模具尤为重要,因为它将影响精加工时刀具切削层面积的变化及刀具载荷的变化,从而影响切削过程的稳定性及精加工表面质量。粗加工是基于体积模型(Volumemodel),精加工则是基于面模型(Surfacemodel)。而以前开发的CAD/CAM系统对零件的几何描述是不连续的,由于没有描述粗加工后、精加工前加工模型的中间信息,故粗加工表面的剩余加工余量分布及最大剩余加工余量均是未知的。因此应对半精加工策略进行优化以保证半精加工后工件表面具有均匀的剩余加工余量。
优化过程包括:粗加工后轮廓的计算、最大剩余加工余量的计算、最大允许加工余量的确定、对剩余加工余量大于最大允许加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的区域)以及半精加工时刀心轨迹的计算等。现有的模具高速加工CAD/CAM软件大都具备剩余加工余量分析功能,并能根据剩余加工余量的大小及分布情况采用合理的半精加工策略。如OpenMind公司的hypermill和HyperForm软件提供了束状铣削(Pencilmilling)和剩余铣削(Restmilling)等方法来清除粗加工后剩余加工余量较大的角落以保证后续工序均匀的加工余量。Pro/Engineer软件的局部铣削(Localmilling)具有相似的功能,如局部铣削工序的剩余加工余量取值与粗加工相等,该工序只用一把小直径铣刀来清除粗加工未切到的角落,然后再进行半精加工;如果取局部铣削工序的剩余加工余量值作为半精加工的剩余加工余量,则该工序不仅可清除粗加工未切到的角落,还可完成半精加工。
最新的发展是由外接计算机与数控机床通过RS-232C串行口直接连接,直接进行NC程序的快速,准确的传输,并且外接计算机可与多台具有相同的或者不同控制系统的数控机床相连接,进行信息共享,并能管理多台机床组成的数控工段内的生产过程中的信息,以减少生产准备,尤其是数控NC程序的准备时间。随着CAD/CAM,集成管理软件的成熟,以及对柔性制造系统的需求的增加,数控机床的使用,从单机使用到计算机集成管理是生产加工业技术发展的方向。
正是基于机械加工业存在的上述问题,以及CAD/CAM系统新技术新概念的引用,MIS系统,ERP系统的不断引进,更进一步,CIMS技术在国内的发展,车间底层的信息集成是重中之重。为此,我们设计开发了以下介绍的用于车间加工设备集成的各种产品。
精加工模具的高速精加工策略取决于刀具与工件的接触点,而刀具与工件的接触点随着加工表面的曲面斜率和刀具有效半径的变化而变化。对于由多个曲面组合而成的复杂曲面加工,应尽可能在一个工序中进行连续加工,而不是对各个曲面分别进行加工,以减少抬刀、下刀的次数。然而由于加工中表面斜率的变化,如果只定义加工的侧吃刀量(Stepover),就可能造成在斜率不同的表面上实际步距不均匀,从而影响加工质量。Pro/Engineer解决上述问题的方法是在定义侧吃刀量的同时,再定义加工表面残留面积高度(Scallopmachine);HyperMill则提供了等步距加工(Equidistantmachine)方式,可保证走刀路径间均匀的侧吃刀量,而不受表面斜率及曲率的限制,保证刀具在切削过程中始终承受均匀的载荷。
一般情况下,精加工曲面的曲率半径应大于刀具半径的1.5倍,以避免进给方向的突然转变。在模具的高速精加工中,在每次切入、切出工件时,进给方向的改变应尽量采用圆弧或曲线转接,避免采用直线转接,以保持切削过程的平稳性。进给速度的优化目前很多CAM软件都具有进给速度的优化调整功能:在半精加工过程中,当切削层面积大时降低进给速度,而切削层面积小时增大进给速度。应用进给速度的优化调整可使切削过程平稳,提高加工表面质量。切削层面积的大小完全由CAM软件自动计算,进给速度的调整可由用户根据加工要求来设置。
五金模具_五金模具 -维护与保养
五金模具1、模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。
2、弹簧等弹性零件在使用过程中弹簧最易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。
3、模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。
4、紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换。
5、压料零件如压料板、优力胶等,卸料零件如脱料板、气动顶料等。保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动顶料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换。