石灰回转窑_活性石灰回转窑 -概述
回转窑按处理物料不同可分为水泥窑、冶金化工窑和石灰窑即石灰回转窑。石灰窑(即活性石灰窑,石灰回转窑)主要应用于焙烧钢铁厂、铁合金厂用的活性石灰和轻烧白云石。
石灰回转窑_活性石灰回转窑 -工艺流程简介:
合格的石灰石存放在料仓内,经提升机提升并运入预热器顶部料仓。预热器顶部料仓,由上下2个料位计控制加料量,然后通过下料管将石灰石均匀分布到预热器各各室内。石灰石在预热器被1150°C窑烟气加热到900°C左右,约有30%分解,经液压推杆推入回转窑内,石灰石在回转窑内经烧结分解为CaO和CO2。分解后生成的石灰石进入冷却器,在冷却器内被鼓入的冷空气冷却到100°C一下排出。经热交换的600°C热空气进入窑和煤气混合燃烧。废气在兑入冷风经引风机进入袋式除尘器,再经排风机进入烟囱。
出冷却器的石灰经振动喂料机,链斗输送机、斗式提升机、胶带输送机送入石灰成品库。石灰窑价格根据客户要求是否进行筛分等工序。
石灰回转窑_活性石灰回转窑 -节能环保型
技术特点:(1)窑尾加装了竖式预热器,使窑尾的烟气余热直接传导给了石灰石,烟气温度可降至280℃以下,有效地回收了尾气排放所带走的热量,同时也为后续除尘减少了负荷。
(2)回转窑长径比由传统的20~25降低为14~15。长度的缩短不仅减少了由回转窑表面散失到周围的热量,也减少了设备的占地面积。
(3)窑头出料冷却采用竖式冷却器替代原来的冷却筒,避免了石灰的显热散失。从窑头落下的炽热石灰,通过与鼓入的二次风换热,石灰得以冷却,空气吸收热量温度升高后进入回转窑助燃。
(4)冷却器和窑头罩采用一体化竖式设计,占地面积少;密封性好,避免了热废气无组织排放。
(5)助燃风分为一次风和二次风。一次风直接参与燃烧,二次风为冷却风。一次风和二次风分别由单独的风机供给。此设计二次风温可升至高达600℃,作为助燃空气,为节省燃料提供了有利条件。
(6)采用专用燃烧系统向回转窑供热,除采用煤粉作燃料外也可单独采用低热值燃气(如发生炉煤气、电石尾气、半焦煤气)作为煅烧燃料,也可以采用多种燃料同时供给使用。煅烧温度可通过调节空气、煤气流量来调整。
(7)环保措施完善。煅烧尾气采用脉冲袋式除尘器除尘,满足国家排放标准。在竖式冷却器落料点也采用了袋式除尘器除尘。
(8) 自动化水平高。煅烧系统设备生产操作的调节、控制和报警采用PLC在主控室集中控制,并设有各控制点的画面显示及必要的联锁监控,对生产过程中所用的操作参数进行自动记录,并可随时打印。
关键设备:
节能环保型活性石灰回转窑煅烧系统主要设备包括竖式预热器、转运溜槽、回转窑、燃烧装置、竖式冷却器、脉冲袋式除尘器等设备,整套系统设备操作可靠,自动化程度和劳动生产率高,产品质量好。
(1)竖式预热器:①针对活性石灰不同的日产量规模,预热器采用适用不同规模产量的方形、圆形、多边形竖式预热器,推头数量根据预热面积大小确定、推头覆盖区域合理;②采用带有低压降梁的预热器,降低烟气在预热器中的阻力损失,减少排烟设备动力消耗。从窑尾来的高温热烟气,直接穿过料层,与石子进行充分热交换,预热温度可达800-900℃,一部分石子得到分解,预热分解的同时有效降低排出废气的温度;③预热器采用液压推杆向回转窑加料,设备运行可靠;④预热器顶部料仓设有料位计控制,保证预热器料层高度稳定;⑤预热器除顶部采用吊挂砖外,其余部位均采用耐火浇注料,砖型少,砌筑简单;⑥预热器运动设备少,设备维护量小。
(2)回转窑:①采用与规模相适应的、直径和长度适宜的窑型;②传动设备采用调速电机驱动窑体,并设有辅助电机,工作稳定,调节灵活;③窑头窑尾设有弹簧片式密封结构,简单可靠,密封效果好。④停电时备用有柴油机驱动。
(3)竖式冷却器:①冷却器分为四个区域,每个区域可单独控制;冷却风和热物料直接接触,冷却效果好,出灰温度不高于环境温度约50℃,二次风温度可预热至600℃以上,利于煅烧;②冷却器没有运动部件,设备维修量少。
(4)燃烧装置:①采用煤粉作燃料时,根据窑型的大小匹配两通道、三通道或四通道的不同喷煤燃烧装置,具有燃烧充分,火焰活泼有力,刚度好,不伤窑皮,可维修性强,后期维修费用低,关键部件采用耐高温陶瓷元件,工作性能稳定可靠,系统投资小等特点。②煤气燃烧系统由煤气烧嘴、控制阀组等组成。煤气通过管道送至阀组调控后,进入回转窑烧嘴,与一、二次风混合燃烧。煤气流量调节灵活。煤气烧嘴由多个空心套筒和一个螺旋导流体组成,助燃风和煤气在烧嘴通道内形成旋流或直流,使煤气和空气混合更均匀燃烧效果更理想,同时还可以通过控制各流向风的多少使烧嘴火焰形状根据生产情况自主调节。燃烧系统还设有自动吹扫、放散、紧急切断等措施,安全可靠。
工艺与设备
1、原料输送系统
石灰石、白云石在矿山破碎后运到厂区,由铲车送到原料地坑经筛分提升到原料库,计量后粒度10∽50mm的合格石灰石经提升设备送入预热器顶部料仓。入料粒度为10∽50mm,使出料的成品粒度为5∽40mm达到90%以上。2、活性石灰煅烧系统
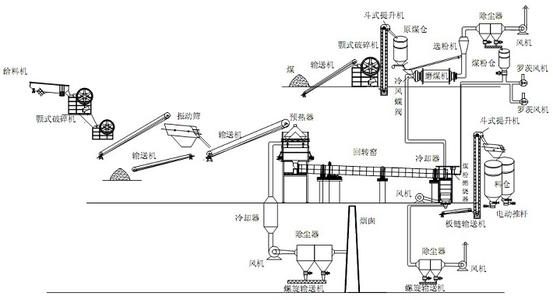
活性石灰煅烧系统是由一台竖式预热器、回转窑、冷却器组成。
① 竖式预热器:竖式预热器是由预热器本体、储料仓、加料管、液压推杆装置等组成。预热器有多边型和圆型内采用分仓隔墙装置,使石灰石逐渐加热避免急剧升温爆裂产生大量粉状,入窑石灰石分解率达到30%∽40%,排出的气体平均温度230℃∽260℃,从而降低系统热耗。
②回转窑:回转窑由筒体、支撑装置、变速传动装置、挡轮装置、窑尾及窑头密封、窑头罩组成。窑体与水平呈3.5%倾斜放置。配有两套支撑装置,其托轮轴承为水冷式油勺润滑滑动轴承,并有球面瓦能自动调心。在靠近大齿圈处还配有液压挡轮。采用变频调速电机驱动窑体,并设有附助传动驱动窑体。窑头窑尾采用弹簧片式密封装置。采用变频调速电机驱动窑体结合预热器分解率,有效控制煅烧时间及温度,达到生烧和过烧指标要求。
燃烧器采用煤、气混烧四通道燃烧器。调节灵活方便,操作自如,各个风道的喷出速度在操作时均可随意调节,可调出不同窑况下所需要的任何火焰,窑煅烧温度容易控制。
③竖式冷却器:竖式冷却器是有冷却器本体、固定筛、冷却风装置、电振卸料机等组成。竖式冷却器内分为若干冷却出料区域,每个区域出料速度可根据料温度单独控制;冷却风在冷却器内和热石灰直接接触,冷却效果好,出灰温度低,出灰温度约高于环境温度40℃;冷却风经过冷却石灰后,温度可预热至600℃以上,一部分作为回转窑的二次助燃风使用,另一部分用于干燥煤粉。冷却器没有运动部件,结构简单,冷却效果好,设备维修量少。
3.煤粉制备系统
煤粉制备是活性石灰回转窑系统使用燃煤的重要组成部分。一般有两种系统,一种是风扫管磨煤磨与袋收尘器组成的煤粉制备系统,该系统具有操作方便、环境清洁等优点。其生产工艺如下:块度≤25mm的煤块,由工艺斗式提升供给到皮带,再由皮带输入原煤仓,通过原煤仓下部园盘给料机或电磁振动给料机喂入磨煤机中,该磨煤机是集磨细、烘干于一体的设备,在粉磨的同时通入来自回转窑系统的热风或辅助燃烧室来的热烟气进行干燥。从磨煤机出来的含煤粉气体,在排风机抽力的作用下,进入选粉机分离后,粗颗粒煤粉通过自动卸灰阀返回磨机中进行再次研磨,而细粉在气流的带动进入袋式收尘器收尘,达到粉气分离的目的。出选粉机的气体,经收尘净化后由排风机排出,一部分废气鼓入磨煤机循环使用,另一部分废气通过烟囱排入大气中。由收尘器收集下来的煤粉卸入窑前煤粉储仓中。由煤粉仓根据需要,经一台罗茨风机送入窑前烧嘴,通过烧嘴助燃风机供风进行燃烧,供煅烧石灰石使用。
4、成品输送系统
成品石灰由冷却器经链斗机输送至提升机,经提升机送至料仓顶部,经筛分后粒度为5mm以上的合格品进皮带机送入成品仓,小于5mm的粉料送往粉料仓,成品仓和粉料仓下均设有电动卸料阀。此处成品仓主要功能是起缓冲计量作用,成品应及时送到钢厂电石厂使用减少粉化。5、烟气处理系统
回转窑燃烧产生的高温烟气,在预热器内与石灰石进行热交换以后,温度降至260℃以下,经多管冷却器冷却然后进入高温袋式除尘器,除尘后由高温风机经烟囱排入大气,排入大气的烟气含尘浓度小于30mg/Nm3。
为满足现代化活性石灰预分解回转窑生产线的工艺要求,保证工艺设备可靠运行,稳定工艺参数,保证产品质量,节约能源,提高生产线的运转率。全线采用技术先进全过程控制,在PLC控制的基础上增加DCS控制,对主生产线集中监视、操作和分散控制,控制回转窑操作系统提高产品质量降低消耗。提高电控设备的可靠性和可维护性,以实现控制、监视、操作的现代化。
6、产品质量
CaO≥93 , MgO≤4.5, SiO2≤1.0 P≤0.01 S≤0.025 灼减≤3 ,活性度≥350ml∽380ml,生烧≤1.5% ,过烧≤1.5% 。
石灰回转窑_活性石灰回转窑 -成套技术主要特点
:(1)系统运行稳定,维修量小,运转率高;生产效率高,产量大,产品质量稳定、性能优;
(2)系统节能环保①利用废气无级高效换热器 ② 各接点设置密封、收尘器③热耗世界领先;
(3)主机设备高效节能①竖式预热器 、冷却器压损小、热交换效率高 ②窑能强制陪烧;
(4)应用新型耐火材料①耐磨、耐高温、隔热效果好的复合型耐火砖 ②高强耐火料;
(5)资源的综合利用高①能使用废弃小粒级石灰石 ②能充分使用钢厂废弃的低热值煤气;
(6)关键设备质量好,性能优①主机设备全部由我公司根据煅烧石灰的专业要求设计制造,性能高②设备采用国家标准,借鉴国际制造体系,质量有保证;
(7)自动化程度高①采用 S7-400H冗于系统、DCS系统远程I/O控制; ②整线2-3人操作。