张力控制是指能够持久地控制原料在设备上输送时的张力的能力。
张力控制_张力控制 -简介
这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,也应有能力保证被分切物不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。张力控制器的主要功能:实现卷材的恒张力控制,或根据工艺要求,实现卷材张力的锥度控制。一般情况下,要求恒张力控制的场合比较多;要求锥度控制的,一般应用在收卷的场合,如实现卷材的里圈紧、外圈松等,使得材料卷起来之后不易发生变形。
国内目前应用最多的品牌有:KORTIS 牌、三菱等。。。
三菱国内代理的很多,价格比较贵;KORTIS 性能比较稳定,性价比很高,在国内应用比较多。
张力控制_张力控制 -张力控制的基本构成
送料马达通过送料马达驱动送料辊筒,将长材由左至右传送。
送料马达的速度决定传送速度(生产线速度),与张力无关。
但是,张力加大时需要输出功率较大的马达。
卷出部(磁粉制动器)
卷出部的张力,由设于卷出部的磁粉制动器的制动力矩决定。
为了保证一定的张力,随着卷径的减少需要调小制动力矩。
卷取部
为杜绝材料的松弛并使其产生张力,需要设定磁粉离合器的输入回转速度以保证卷取侧的马达回转速度需要时刻比生产线速度更快。因此,磁粉离合器的输入侧与输出侧的回转速度产生差值而导致磁粉离合器的打滑。
卷取侧的张力由磁粉离合器发生打滑时的力矩决定。
为了保持一定的张力,根据卷径需要调大磁粉离合器的力矩。
而且,需要使磁粉离合器的输入回转速度大于最大输出回转速度(最小卷径时)。
因此,与卷粗同时输入回转速度低下,离合的打滑回转速度(输入回转速度与输出回转速度的差)会增加。
张力控制_张力控制 -稳压方式与稳流方式
稳压方式与稳流方式的概要(1) 稳压方式
- 针对指令电压维持在特定水平的控制方式
- 不必通过接续磁粉离合器、制动设定定格电流
- 磁粉离合器、制动的线圈会根据温度变化发生力矩的变化
(2) 稳流方式
- 针对指令电流维持在特定水平的控制方式
- 需要通过接续磁粉离合器、制动设定定格电流
- 磁粉离合器、制动的线圈即使温度发生力矩也不会变化
温度变化导致力矩变化的理由
磁粉离合器、制动由于机械耗损的摩擦热而温度上升。
其结果,是磁粉离合器、制动的线圈电阻上升。
而线圈电阻的上升是由于以下的理由。
输出控制方式的区分使用
(1) 稳压方式
- 允许力矩随着温度变化
- 设定为偏小较好
- 进行全自动控制
(2) 稳流方式
- 不允许力矩随着温度变化
- 希望对力矩进行一定的控制
张力控制_张力控制 -仪器
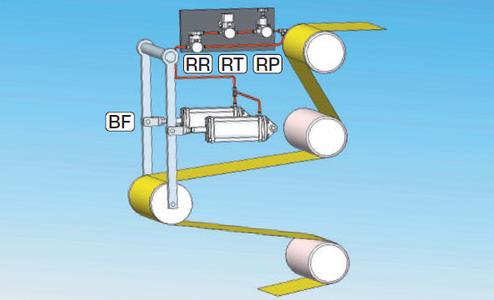
在众多的造纸厂、彩印厂、织染厂、电线电缆厂、金属箔加工厂等有卷绕加工的生产过程中,张力控制仪用于处理一些如纸张、布、线、金属箔、薄膜等材料和产品时收料和放料加以张力控制的仪器。一套完整的张力控制系统,其基本元件包括控制器、离合器及制动器。张力控制仪可以分成手动控制和自动控制,手动控制器即稳流电源是依收料或出料卷径的变化而分阶段手动调整离合器或制动器的激磁电流,从而获得一致的张力,自动张力控制仪是由张力检测器来直接测定卷料的张力,然后把张力数据经过处理后再去自动调整离合器或制动器的激磁电流来控制卷料的张力。
放卷:放卷的张力由放卷装置中的磁粉制动器的制动转矩控制,随着卷绕物的卷径的不断减小必须不断减小制动转矩,图中用张力检测器来检测卷绕物的张力,由张力控制仪自动控制磁粉制动器的转矩,使张力恒定。收卷:收卷速度正常比物料的线速度快,所以磁粉离合器工作在滑差状态,张力由磁粉离合器的转矩来控制,为了保持张力的恒定,必须按卷径的大小来增加或减小磁粉离合器的转矩。
张力控制_张力控制 -应用
造纸厂生产胶粘带纸加工电线电缆厂
印刷工业薄膜、胶片工业纺织工业橡胶工业
金属箔加工纤维工业皮革工业光纤制造