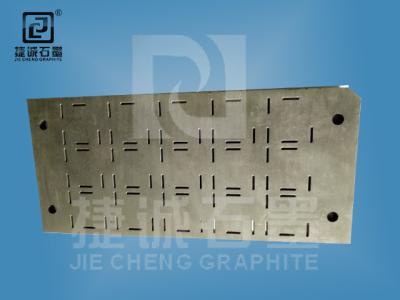
石墨模具是指石墨材质的模具,模具是工业生产中使用极为广泛的基础工艺装备,模具工业是国民经济的基础工业。在现代工业生产中,产品零件广泛采用冲压、锻压成形、压铸成形、挤压成形、塑料注射或其它成形加工方法,与成形模具相配套,使坯料成形加工成符合产品要求的零件。
石墨模具_石墨模具 -名片
模具是工业生产中使用极为广泛的基础工艺装备,模具工业是国民经济的基础工业。在现代工业生产中,产品零件广泛采用冲压、锻压成形、压铸成形、挤压成形、塑料注射或其它成形加工方法,与成形模具相配套,使坯料成形加工成符合产品要求的零件。我们日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。近年模具行业飞速发展,石墨材料、新工艺和不断增加的模具工厂不断冲击着模具市场,石墨以其良好的物理和化学性能逐渐成为模具制作的首选材料。
石墨模具_石墨模具 -石墨模具的优良性能
1.优良的导热及导电性能2.线膨胀系数低等很好的热稳定性能及抗加热冲击性3.耐化学腐蚀与多数金属不易发生反应4.在高温下(在多数铜基胎体烧结温度800℃以上)强度随温度升高而增大5.具有良好的润滑和抗磨性6.易于加工,机械加工性能好,可以制作成形状复杂、精度高的模具
石墨模具_石墨模具 -石墨模具的应用
目前,石墨模具主要在以下几个方面得到了广泛的应用:
1.有色金属连续铸造及半连续铸造用石墨模具:近年来,国内外正在推广由熔融金属状态直接连续(或半连续的)制造棒材或管材等先进的生产方法。国内在铜,铜合金,铝,铝合金等方面已开始采用这种方法。人造石墨作为有色金属的连续铸造或半连续铸造用模具被认为是最合适的材料。生产实践证明,由于采用了石墨模具,因其导热性能良好(导热性能决定了金属或合金的凝固速度),模具的自润滑性能好等因素,不但使铸型速度提高,而且由于铸锭的尺寸精确,表面光滑,结晶组织均匀,可直接进行下道工序的加工。这不仅大大提高了成品率,减少了废品损失,而且产品质量也有大幅度的提高。连续铸造方法有立式连续铸造法和卧式连续铸造法两种。
2.加压铸造用模具:人造石墨材料已成功地用于有色金属的加压铸造上。例如,用人造石墨材料制造的加压铸造用模具生产的锌合金和铜合金的铸件已用于汽车零件等方面。
3.离心铸造用石墨模具:石墨模已成功应用于离心铸造上。美国已采用壁厚为25 毫米以上的人造石墨铸模来离心 铸造青铜套管。为了防止人造石墨模的烧损,可采取一定的防氧化措施。浇铸一定数量的铸件后,如果发现铸模内表面烧损,可以将铸模内孔的尺寸扩大以便用来铸造大规格套管。
4.热压压模 模具:人造石墨热压压模用于硬质合金的加压烧结方面具有下述特点:一是若压制温度提高到1350-1450 度时,则所需单位压力可降到67-100 公斤力/ 平方厘米(即为冷压压力的1/10 )就可; 二是加压和加热在同一道工序进行,经短时间的烧结就能得到致密的烧结体。
5.玻璃成型用模具:由于石墨材料具有化学稳定性,不易受熔融玻璃的浸润,不会改变玻璃的成分,石墨材料耐热冲击性能良好,尺寸随温度变化小等特点,所以近年来在玻璃制造中成为不可缺少的模具材料,可以用它来制造玻璃管,弯管,漏斗及其它各种异型玻璃瓶的铸模。
6.烧结模及其它金刚石烧结模具:利用人造石墨材料热变形极小的特点,可制造晶体管的烧结模具和支架,现已广泛使用,它已成为发展半导体工业不可缺少的材料。此外,石墨模具也使用于铸铁用的铸型,各种有色金属用的耐久性铸模,铸钢用铸型,耐热金属(钛,锆,钼等)用的铸型及焊钢轨用的铝热焊型的铸型等。热压烧结金刚石工具用石墨模具,在金刚石工具制造过程中担负着发热元件和模具支撑的双重作用,石墨模具质量的优劣,直接影响到金刚石工具的尺寸精度、外观形状等。热压烧结工艺要求:温度达到(1 000±2)℃,成型压力16~50 MPa,保温保压时间为15~30 min,环境为非真空状态。在此工况条件下,既要求成型及发热元件的石墨模具具有导电性、较高的电阻率、足够的机械强度,还需要其具有良好的抗氧化性能和较长的使用寿命,以确保金刚石工具的尺寸精度和优异性能。目前,西方发达国家金刚石工具制造用石墨模具材料,主要为超细颗粒结构、高纯度和高石墨化度的石墨材料,要求其平均粒径小于15μm,甚至10μm以下,中等气孔尺寸小于2μm。用此炭素原料做成的石墨模具,气孔率小、结构致密、表面光洁度高、抗氧化性较强,平均使用寿命可达30~40次。金刚石模具要求材质硬度高,抗氧化性能好,加工精度高等特点,采用优质石墨原材料大大延长了模具使用寿命和提高了抗氧化性能。
石墨模具_石墨模具 -电火花(EDM)加工
模具在家电、汽车、机电、航空航天等工业领域日益成为工业化批量生产的主要工艺设备,承担了这些工业中60%-90%的产品零部件的加工生产。近年来高速铣削突破了传统铣削难以加工高硬、高强、高韧模具材料的限制。但电火花加工具有加工精度和表面质量高,可加工范围宽,特别是在复杂、精密、薄壁、窄缝、高硬材料的模具型腔加工中的优势是高速铣削所不能比拟的,因此放电加工将仍然是模具型腔加工的主要手段。由于石墨电极(与铜相比)有电极消耗少、放电加工速度快、机械加工性能好、重量轻、热膨胀系数小等优越性,逐渐代替铜电极成为电加工电极的主流。石墨电极与铜相比,有着消耗少、放电速度快、重量轻以及热膨胀系数小等优越性,因此逐渐代替铜电极成为放电加工电极的主流。相比之下,石墨电极材料具有以下优势:
1. 速度快:石墨放电比铜快2-3倍,材料不易变形,在薄筋电极的加工上优势明显,铜的软化点在1000度左右,容易因受热而产生变形,石墨的升华温度为3650度左右,相比而言,石墨材料热膨胀系数只有铜材的1/30;
2. 重量轻:石墨的密度只有铜的1/5,大型电极进行放电加工时,能有效降低机床(EDM)的负担,更适用于大型模具的应用;
3. 损耗小:由于火花油中含有C原子,在放电加工时,高温导致火花油中的C原子被分解出来,而在石墨电极的表面形成保护膜,补偿了石墨电极的损耗;
4. 无毛刺:铜电极在加工结束后,还需手工进行去除毛刺,而石墨加工后没有毛刺,这不但节约了大量的成本和人力,同时更容易实现自动化生产;
5. 易抛光:由于石墨的切削阻力只有铜材的1/5,操作上更容易进行手工研磨和抛光;
6. 成本低:由于近几年铜材价格不断上涨,如今,各方面同性石墨的价格比铜的更低;相同体积下石墨产品的价格比铜低百分之三十到六十,价格比较稳定,短期价格波动相对来讲比较小。
石墨模具_石墨模具 -石墨模具加工工艺
首先它由模具设计人员根据产品(零件)的使用要求,把模具结构设计出来,绘出图纸再由技术工人按图纸要求通过各种机械的加工(如车床、刨床、铣床、磨床、电火花、线切割等各种设备)做好模具上的每个零件,然后组装调试,直到能生产出合格的的产品。
石墨模具_石墨模具 -石墨模具的现状与发展
如今石墨模具工业对人类的生活及发展起着至关重要的作用,许多产业部门(如机电、汽车、家电轻工、电器仪表、通讯、军械等)的发展依赖于模具工业的技术提高和发展,世界各国均投入大量的人力财力发展石墨模具工业。像德国的西格里、日本的东洋碳素 在国际石墨模具工业领域中取得了主导地位。我国对模具工业的发展也十分重视,模具生产技术水平的高低,已成为衡量一个国家产品制造水平高低的重要标志,因为模具在很大程度上决定着产品的质量、效益和新产品的开发能力。从1997年我国有关部门开始重视和支持对石墨模具工业的发展,大力扶植中国本土企业在石墨模具工业上的发展,如今已经取得了不错的成绩,并为中国的出口外汇收入做出了贡献。如今像北京的北京北方鑫源电碳制品有限责任公司等生产厂家历经20年的发展,生产的石墨模具及石墨制品均受到了国内及海外用户的一致认可及好评。针对未来模具行业的发展趋势,谁能在最短的时间里完成模具的制作,谁就赢得了客户,赢得了市场。石墨模具(石墨电极)以其各方面优越的性能,已经在模具行业中确立了重要的主导地位及未来的发展趋势。