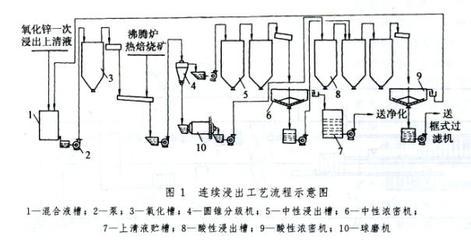
热浸镀锌简单的说即是将已清洗洁净的铁件,经由Flux 的润湿作用,浸入锌浴中,使钢铁与熔融锌反应生成一合金化的皮膜。
热浸镀锌_热浸镀锌 -流程简介
热浸镀锌的原理,简单的说即是将已清洗洁净的铁件,经由Flux 的润湿作用,浸入锌浴中,使钢铁与熔融锌反应
热浸镀锌生成一合金化的皮膜。
良好的热浸镀锌作业,应是各流程均在严格的管制下,彻底发挥该流程的功能。且若前一流程的操作不善,会造成后续流程的连锁不良反应,而大量增加作业成本或造成不良热浸镀锌产品。若前处理不良,则熔锌无法与钢铁正常完全反应,形成最完美的镀锌皮膜组织。若后处理不良,则破坏镀锌皮膜外观,降低商品价值等。
热浸镀锌_热浸镀锌 -优点
1.整个钢材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入的角落,溶化锌均很容易均匀的覆
热浸镀锌盖上。
2.镀锌层的硬度值比钢材还大。最上层的Eta layer 只有 70 DPN 硬度,故易受碰撞而凹入,但下层Zeta layer 及 delta layer 分别有179及211 DPN 硬度值比铁材的159 DPN硬度值最还高,故其抗冲击及抗磨耗性均相当良好。
3.在边角区,锌层往往比其它地方还厚,且有良好的韧性及抗磨耗性。而其它涂层在此边角处,往往是最薄最不易施工,最易受伤害处,故常须再维护。
4.即使因受很大的机械伤害或其它原因。造成一小部份的锌层脱落,将铁基裸露,此时,周围锌层就会发挥牺牲阳极的功能,来保护此处钢铁,使其不受侵蚀。而其它涂层则刚好相反,锈会马上生成,且迅速漫延至涂层下面,引起涂层剥落。
5.锌层在大气中的消耗是非常缓慢的,约为钢铁腐蚀速率的1/17至1/18,且是可预估的。其寿命远超过其它任何涂层。
6.镀层寿命在某一特定的环境下,主要视镀层厚度而定。而镀层厚度又受钢铁厚度而决定,即越厚的钢铁易得较厚的镀层,故同一个钢构中厚的钢铁部位一定也得到较厚的镀层,以保证得到更长的寿命。
7.因美观、艺术,或在特定严重腐蚀环境使用时,镀锌层可再施以上漆处理duplex system,只要漆的系统选用正确、施工容易,其防蚀效果比单独上漆及热浸锌寿命加起来还要好上1.5~2.5倍。
8.用锌层来保护钢铁,除了热浸镀锌法外,尚有其它数种方法,其优劣比 较如表3,一般使用最广、防蚀效果最好且经济效益最佳者,为热浸镀锌法。
热浸镀锌_热浸镀锌 -判定标准及要因
1.附着量:
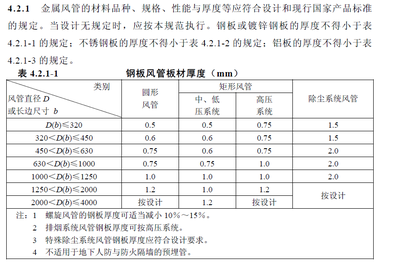
耐蚀性主要决定于镀锌层的厚度,故量测厚度常为主要判定镀锌质量好坏的根据,镀锌层受钢材表面的成分、组
热浸镀锌织、结构不同而有不同的反应,另进出锌溶液的角度、速度亦有很大的影响。故预得完全均一的镀层厚度,实际上不太可能。所以量测附着量绝对不能以单一点(部位)来判定,必须要量测其单位面积(