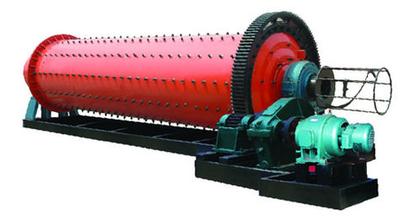
MQG球磨机用途:本机可用于水泥、耐火材料、化工、有色及黑色金属等厂矿工业部门,作粉磨各种矿石及其它可磨性材料之用。
mqg球磨机_MQG球磨机 -用途
MQG球磨机广泛应用于化工、建材、选矿等行业,专业用来研磨建筑材料、水泥、硅酸盐制品、化肥、陶瓷玻璃行业的物料进行磨粉,由传动装置、回转部、外沿齿轮、给料出料部件组成,内装有不同规格的钢球,通过钢球滚动对物料进行粉磨,从而完成粉磨作业.
MQG球磨机对物料能连续生产、破碎比大、易于调速的特点,具有很好的耐磨性,采用铸件滚齿制作回转大齿轮,可拆换内衬,整体运行平稳,工作可靠.
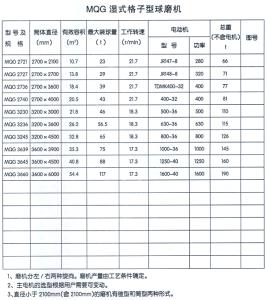
mqg球磨机_MQG球磨机 -规格和技术参数
规格型号给料粒度(mm)出料粒度(mm)简体转速(r/min)装球量(t)电机功率(KW)产量(t/h)重量(T)Φ900×1800≤200.075-0.89381.518.50.65-23.6Φ900×3000≤200.075-0.89382.51221.1-3.54.6Φ1200×2400≤250.075-0.6323.830-451.5-4.812.5Φ1200×3000≤250.074-0.432530-451.6-512.8Φ1200×4500≤250.074-0.4327551.6-5.513.8Φ1500×3000≤250.074-0.427875-902-5.817Φ1500×4500≤250.074-0.4271490-1103-6.521Φ1500×5700≤250.074-0.42715110-1323.5-824.7Φ1830×3000≤250.074-0.42411132-1804-1028Φ1830×6400≤250.074-0.424232106.5-1534Φ1830×7000≤250.074-0.42425210-2457.5-1736Φ2200×5500≤250.074-0.4213037010-2248Φ2200×6500≤250.074-0.4213138014-2650Φ2200×7500≤250.074-0.4213347515-2956Φ2400×7000≤250.074-0.4213947516-3369Φ2400×11000≤250.04-0.082151.563016-3599Φ2700×3600≤250.074-0.4213947516-2974Φ2700×4500≤250.074-0.42143.550020-3580Φ3200×4500≤250.074-0.4186580025-40137球磨机的安装技术要求和基本方法选矿设备维修技术 大中小球磨机能够长期正常运行,在很大程度上取决于密集的安装质量。因此,安装人员必须遵守严格的安装工艺,采用正确的装配方法,精确的检测定位和良好的润滑条件,以确保优良的安装质量。mqg球磨机_MQG球磨机 -主轴承钢底座的安装
吊装找正
1、钢底座纵横中心线找正定位依据基础标高实际检测高度和设计要求,选定垫铁数量和厚度。安放铁垫后,将钢底座吊到基础上,穿好地脚螺栓,使地脚螺栓在地脚孔基本居中。用线坠法找正,使钢底座纵横中心线相重合。同时,检查两钢底座的纵向中心线是否在同一条直线上,并检测横向中心线距离,测量对角线。2、钢底座标高和水平度的检测
用水平仪检测钢底座标高时,依据基础墩上的基础标高检测钢底座的上平面标高,两钢底座的标高偏差不应大于1mm,且出料端不得高于进料端。
用水平尺检测钢底座水平度。钢底座水平度为0.04mm/m。初步找正后,经复核无误,即进行一次灌浆。
底座精调找正
一次灌浆混凝土标号强度达到75%时,可进行精调找正。拧紧地脚螺栓,先检测出料端钢底座标高。用水准仪测量钢底座的左、中、右三点,与基础标高点对照时,松地脚螺栓,用成对斜垫铁调整钢底座标高,使其达到设计标高。然后,用水平尺在钢底座上检查水平度,亦用斜垫铁进行调整,边调整边拧紧地脚螺栓,同时复测标高,核对纵横中心线,直到标高、水平、中心线全部达到安装技术要求。
以同样的方法,对进料端钢底座进行精调找正,并测量进出料端两钢底座相对标高差,要求两底座标高偏差不大于1mm,且出料端不得高于进料端。找正时,每调整一处都会影响到其他相关数据的变化,所以每调整一处时,都要复查其他各处相关数据的偏差,直到全部符合技术要求为止。
主轴承承座的安装
(一)轴承座吊装就位经过预装配的主轴承座与球面瓦吊装到钢板上,使轴承做到颚纵横向中心线与钢底座的纵横向中心线重合,偏差不得大于正负0.5%,局部间隙不得大于0.1mm,插入深度不大于100mm。
2、复查纵横向中心线
用钢丝吊线坠的方法,检查两端瓦口上平面是否在同一条直线上;轴承座的横向中心线距离是否与基础划线长度一致,若发现不一致,必须找出原因,进行纠正。
3、标高及水平度的测量利用水平仪测量两轴承座的中心相对标高并以基准点为准校核设计标高值。在轴承座两侧的上平面,测量两轴承的中心相对标高,两轴承座中心相对标高偏差不得大于1mm,且要求出料端不得高于进料端。如果超差,一定要做好记录,待磨筒体落位复测时再进行调整。轴承中心标高对基准点标高偏差不得大于正负1mm。用钢尺和水平尺测量轴承座纵横向水平度,水平度为0.04mm/m。球磨机轴承全部安装找完毕,再次拧紧地脚螺栓和轴承联接螺栓,使其垫铁受力均匀(用小锤敲击声判断)。然后,应全面检查复核安装数据,作出记录,当符合要求,确保本工序合格后,即可进行磨筒体的安装。两主轴承安装完毕后,进行清洗涂油,然后用白棉布或塑料薄膜将轴承盖好,以免进入赃物。
滑覆轴承的支承方式
球磨机滑覆轴承的支承方式是在进料端采用一组(两块)可移动的滑覆轴承支承,而出料端采用一组单侧固定式(一块托瓦为固定,另一块托瓦为移动式)的滑覆轴承支承。每组轴承的两块托瓦在与垂直方向呈30°角的方向上支承球磨机的滑圈。每个托瓦的下部都装有一对凸凹球体结构,凸球体坐落在凹球体的球窝内,两者之间呈球面接触,以便球磨机由于微量弯曲在回转时可以自动调位,整体托瓦通过球坐落在托辊上,从而可以在磨筒体热胀冷缩时,允许托瓦随磨机回转部分作轴向移动。出料端的滑覆轴承中靠滑圈上行侧(边缘传动侧)的一块托瓦的球体坐落在固定支座上,以保证球磨机传动一侧滑覆轴承的固定。这种出料端采用的单侧固定,而进料端采用可移动的滑覆轴承的支承方式,保证了瓦与滑圈之间的良好接触。托瓦体为铸件,并浇铸一层轴承合金内衬。钢底座的安装
1、钢底座划线滑覆轴承四块钢底座分别安放在V字形基础上,钢底座一般是一块整体铸件块,上下表面要进行精加工。划线以四个地脚螺栓孔为基准,划出十字线,并打上样冲眼。2、吊装找正
依据设计,在基础上安放好垫铁,将钢板座吊置于基础上。注意区分固定支座与可移动支座的钢底座,并按标记就位,穿上地脚螺栓。由于钢底座是安放在V字形的斜边上,可能滑动,因此在基础斜边的下沿先装上四个自制的顶丝座(角铁钻孔攻丝,装有来两个顶丝),用以支托并调整钢底座位置。挂钢丝用线坠法找下钢底座的纵横中心线。具体方法是:
以球磨机进、出料基础中心标版为基础,挂球磨机纵向中心线钢丝;同时挂两根与球磨机纵向中心线平行的钢丝线,其距离等于A/2;又以球磨机基础横向中心标版为基准,挂横向中心线钢丝。
用线坠法使钢底座纵向中心线与球磨机纵向中心线平行。注意这时必须调整钢底座的中心点标高与球磨机中心点标高差,即将标尺置于钢底座中心点处,用水准仪依据基础基准点标高,检查钢底座中心点标高,相对标高偏差不超过正负0.5mm。
用线坠法找正钢底座横向中心线位置。
钢底座水平度测量30°斜铁座和水平尺进行检测,水平度误差不大于0.1mm/m.
检查校正四块钢底座的纵横中心线偏差。
3、拧紧地脚螺栓精找正
滑覆轴承钢底座与基础的固定方式是采用对穿地脚螺栓,因此在初步找正后,可不进行一次灌浆,直接拧紧地脚螺栓进行精找正。精找正完毕后将地脚螺栓灌浆。
用水准仪测量出料端基础上的两块钢底座中心点左右两侧的标高,与基准点相对标高比较,钢底座设计标高允许偏差为正负0.5mm;同时用水平尺、钢平尺和30°斜铁座找两中心点水平度。边检查边调整,边拧紧地脚螺栓,要求两钢底座间水平度不超过0.1mm/m。用同样的方法测量找正进料端两钢底座标高和水平度,进、出料钢底座相对标高允许偏差为0.5mm,进料端略高于出料端。两组钢底座纵横向中心线间距及对角线复核。
滑覆轴承的安装
清洗吊装固定支承座和可移动支承座(支撑板、托滚),置于钢底座上,拧紧固定支座与钢底座联接螺栓。球体座及凹球体安装时,使用吊环螺钉起吊,吊装上述组件时,一定要按组对标记分别对号入座,然后吊装已装入凸球体的托瓦。凸球体的球面必须坐落在凹球体内,并能自由运动,在其间加入适量二硫化钼润滑剂,润滑球面。托瓦在安装前应作水压试验,试验压力为0.6MPa;托瓦与滑圈的接触面检查,是将托瓦放在磨筒体的滑圈顶部,用塞尺在托瓦两端检查与滑圈之间的微小间隙,一般为0.05~0.10mm,插入深度为20mm;着色检查接触面状况,要求在托瓦底部沿整个宽度上有良好接触,允许托瓦两端部边缘20~25mm区无接触点,否则就需刮研。托瓦的安装位置及斜度必须尽可能接近最终位置,使两组托瓦端面平齐,并且横向中心线平行,瓦面朝向球磨机中心点。再次拧紧地脚螺栓和联接螺栓,复查四个托瓦中心点相对标高,偏差不得大于0.5mm,进料端应略高于出料端。
两组滑覆轴承安装完毕后,清洗涂油,用白棉布或塑料薄膜将轴承盖好,以免赃物进入。
滑覆轴承座也采用30°斜固定底座结构形式。相应将V型混凝土基础改为平型混凝土基础,在平基础上分别安置两组(四块)平型钢板加30°斜固定钢底座而构成V型支座。这种装置便于安装校正。
mqg球磨机_MQG球磨机 -常见故障及处理方法
1、球磨机运转时,出现有规则的敲打声音,且音响很大。是部分衬板螺栓没有拧紧,在球磨机旋转时,衬板敲击球磨机磨筒体。根据声音判断球磨机衬板部位,找出松动螺栓,另行紧固。2、球磨机及电动机轴承温度升高,超过规定。用手试摸轴承是局部或是全部温度过高,从以下几条检查处理球磨机。
(1)检查球磨机各部位的润滑点,所用的润滑油牌号与设备出厂说明书是否一致。
(2)检查球磨机润滑油及润滑脂是否变质。
(3)检查球磨机润滑管路是否有堵塞,或是润滑油没有直接进入润滑点,油量不足引起发热。
(4)球磨机轴瓦的侧间隙过小,轴瓦与轴的间隙过大,接触点过多,不能形成轴瓦上的均匀油膜。
(5)球磨机滚动轴承润滑脂过多或过少,过多形成滚动体搅动润滑脂产生热量,并且热量不易散出。过少润滑不良,应按规定加足油量,一般为轴承空隙的1/3~1/2较适当。
(6)球磨机磨体两端的中空轴的密封装置太紧,或是密封体铁件直接与轴相接触。
以上出现的问题,按其原因进行处理,唯独轴瓦的侧间隙过小,或底部接触角过大,必须将磨筒体用油压千斤顶顶起,将轴瓦从轴的一侧抽出,另行刮研瓦口。
3、球磨机减速机轴承发热:
除按球磨机轴承温升检查外,应检查减速机的排气孔是否堵塞,要疏通排气孔。
4、球磨机电动机带减速机启动后,发生振动,主要原因是:
(1)球磨机联轴节的两轮间隙太小,不能够补偿电动机在启动时,由自找磁力中心所引起的窜动量。
(2)球磨机联轴节的找正方法不对,致使两轴不同心。
(3)球磨机联轴节的联接螺栓没有相对称的拧紧,并且紧固力程度不一样。
(4)球磨机轴承外圈活动。
处理方法:按规定的对轮间隙调好,使两轴同心。以同等力矩对称紧固联轴节的联接螺栓。
转子不平衡时,将球磨机转子抽出另行找静平衡。
5、球磨机减速机带动磨机时发生巨大振动:
(1)球磨机与减速机的平衡轴,轴心不在一直线上,其产生原因是:
磨机安装衬板时,没有进行二次灌浆,或二次灌浆后的地脚螺栓没有紧固好,用卷扬机转动磨筒体,致使磨筒体一端位移,而两轴心不在一直线上,使减速机带动磨机后而产生振动。
处理方法:要重新调整,使球磨机磨机轴心与减速机轴心在同一平面轴心线上。
(2)大型球磨机体积大,重量重,使地基下沉;发生位移。在基础旁设监测沉降点;进行观测,发现有下沉时,进行调整。
6、球磨机减速机运转声音异常:
球磨机减速机正常运转的声音,应是均匀平稳的。如齿轮发生轻微的敲击声,嘶哑的磨擦声音,运转中无明显变化,可以继续观察,查明原因,球磨机停车进行处理,如声音越来越大时,应立即停球磨机进行检查。
值得注意的是,球磨机减速机的平衡轮与中间轮没有按规定的啮合齿标高安装,会造成球磨机高速轴小齿轮带动一侧的中间轴大齿轮,而球磨机中间轴的小齿轮带动平衡轮,球磨机平衡轮又转过来带动另一侧的中间轴,使球磨机减速机没有形成两侧均载转动,发生打点声响,这样是很危险的。