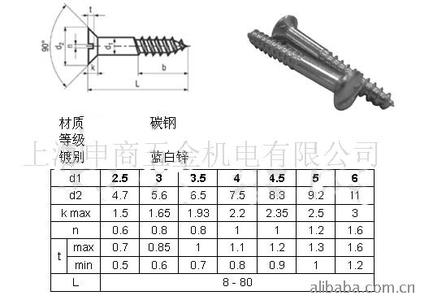
木螺钉与机器螺钉相似,但螺杆上的螺纹为专用的木螺钉用螺纹,可以直接旋入木质构件(或零件)中,用于把一个带通孔的金属(或非金属)零件与一个木质构件紧固连接在一起。这种连接也是属于可以拆卸连接。木螺钉的材质一般比较常用的有两种,一种是铁材质的,别一种是不锈钢材质的。平头型、椭圆头型,钉头上又分有一字槽螺钉及十字槽螺钉二种,一般圆头螺钉由软钢制成呈蓝色,平头螺钉磨光处理,椭圆头螺钉通常镀镉铬,常用于安装活页、钩及其它五金配件。
木螺钉_木螺钉 -基本内容
木螺钉
科技名词定义 中文名称:
木螺钉
英文名称:
wood screw
所属学科:
机械工程(一级学科);机械零件(二级学科);紧固件(三级学科)
木螺钉:也是与机器螺钉相似,但螺杆上的螺纹为专用的木螺钉用罗纹,可以直接旋入木质构件(或零件) 中,用于把一个带通孔的金属(或非金属)零件与一个木质构件紧固连接在一起。这种连接也是属于可以拆卸连接。
木螺钉_木螺钉 -主要类别
木螺钉的其他样本
木螺钉型式常见的有铁制及铜制,种类随钉头不同分有圆头型、
平头型、椭圆头型,钉头上又分有一字槽螺钉及十字槽螺钉二种,一般圆头螺钉由软钢制成呈蓝色,平头螺钉磨光处理,椭圆头螺钉通常镀镉铬,常用于安装活页、钩及其它五金配件。规格以杆部直径、长度及钉头型式决定,购买时以盒为单位。
木螺钉_木螺钉 -区别鉴定
木螺钉与自攻螺钉区别
自攻螺钉硬度高,螺纹间距宽,螺纹深,表面不光滑,木螺钉则相反,另一个差别更明显,木螺钉后段没有螺纹。 木螺钉螺纹细,尖钝且软。自攻螺钉螺纹较粗,尖锐且硬。
木螺钉_木螺钉 -国家标准
木螺钉的样本图
开槽圆头木螺钉 GB 99-86
开槽沉头木螺钉 GB 100-86
开槽半沉头木螺钉 GB 101-86
六角头木螺钉 GB 102-86
十字槽圆头木螺钉 GB 950-86
十字槽沉头木螺钉 GB 951-86
十字槽半沉头木螺钉 GB 952-86
木螺钉_木螺钉 -主要特点
搓丝木螺钉
木螺钉优点在于固结能力较钉接强,且可取去及调换,比较不伤及木面
使用上较为方便。
这是一种专门针对木头而设计的钉子,进入木头后,会非常牢固的嵌入其中。如果木头没有朽坏,是不可能拔出来的,即使强行拔出来也会把附近的木头给带出来。还有一点要注意的,木螺丝一定要用螺丝刀旋进去,千万不要用榔头敲进去,会把周围的木头损坏。
安装木螺钉工具螺丝起子为其装卸工具,形状配合木螺钉头槽形而有一字及十字形二种;此外另有一种装在弓形钻上专用之起子,适用于装卸较大之木螺钉,使用上较方便及省力。
木螺钉_木螺钉 -应用范围
运用范围非常广泛。一般运用在板金,家具产品,房屋装修,墙板,甲板,工程建设,水利工程,电子,机械设备行业等等。
木螺钉_木螺钉 -材质
木螺钉的材质一般比较常用的有两种,一种是铁材质的,别一种是不锈钢材质的。不锈钢材质木螺钉有SUS201,SUS304,SUS316等的。
木螺钉_木螺钉 -用途
木制品的联接与紧固,在家庭装饰中广泛采用,是人造板及塑料件的理想用品,具有刃口锋利,产品硬度好,便于拧入,一段无螺丝部分,使拧入后不易退出。
木螺钉_木螺钉 -热处理工艺
锻坯正火
锻坯正火的作用
在进行热处理过程中,锻坯正火可以消除毛坯的锻造应力,降低材料的硬度以改善切削加工性能,同时也均匀组织、细化晶粒,以利于切削加工,并为下一步的热处理作组织准备。这一步是热处理的前奏,所以在热处理工艺中有着至关重要的作用。
经过锻坯正火后,材料的组织达到了良好的热处理效果,所以需要我们再做出适当的热处理来达到材料需要的硬度,热处理工艺如下:
1)锻坯正火的温度应该保持在850±10℃ 。
2)在锻坯正火过程中应该保温1.5 h,空冷。
3)使用的设备为井式炉或箱式炉(额定温度950℃)。
4)检测时的硬度应小于或者等于217 HBW。
操作技巧
在这个过程中,材料可能会受到很多原因而不能满足我们的要求,所以需要我们有很好的操作技巧来克服这些困难。在锻坯正火的热处理工艺中我们多采用多件集中装炉,出炉时工件必须相互间隔20 mm 以上空冷,也可用风扇强制冷却,以确保冷却速度≥100℃/h。
调质
调质目的 :在进行调质过程中我们的目的是获得均匀细密的回火索氏体组织,细密的索氏体金相组织有利于零件精加工后获得光洁的表面。同时,也使主轴具有良好的综合力学性能,经淬火后高温回火,其硬度可达220~250 HBS。
材料进行调质过后,硬度达到了220~250 HBS,然后我们需要进行热处理工艺,其如下:
1)淬火时的温度应该保持在840±10℃ 。
2)淬火过程中应该保温1.5 h,水冷。
3)回火时温度应该保持在580±l0℃ 。
4)回火时应该保温2~2.5 h,空冷。
5)调质使用的设备为井式炉(额定温度950℃)。
6)检测时硬度220~25O HBS。
操作技巧
由于工件尺寸超过45钢淬火水冷的临界尺寸,因此淬火前主轴各部位需经粗加工,留4~ 5 mm(包括内孔)加工余量进行调质,确保调质层的有效保留。调质热处理多件集中装炉时,应垂直吊挂且工件必须相互间隔20 mm以上,以确保工件加热均匀、变形小。
锥孔及外锥体的局部淬火
局部淬火方式
外锥体键槽部位不淬硬,应用石棉绳等物填充加以保护,锥孔和外锥体部分可采用盐浴快速加热并水淬,经回火后,其硬度应达45 HRC。
热处理工艺:淬火900±10℃ ,保温20 min,水冷。 设备:盐浴炉(额定温度950℃)。
回火:180~200℃ ,保温2~2.5 h,空冷。 设备:硝盐回火炉(额定温度600℃)。 检测:硬度45~50 HRC。
操作技巧
采用超过45钢正常淬火温度的900℃进行快速加热,使锥孔及外锥体的表面快速达到淬火温度,进行淬火冷却,可以保证锥孔及外锥体表面的硬度和性能要求,又可减小锥孔及外锥体的局部加热对轴颈部位的影响,减小热处理变形量。
木螺钉_木螺钉 -热处理设备
热处理已成为现代工业中一种不可缺少,而且日益重要的加工工艺方法。因此感应加热设备的发展也是日益壮大。选用好的加热设备,能使工作事半功倍。工业中常用的热处理设备有以下几类
超音频感应加热设备
超音频感应加热设备
型 ? ?号WH-VI-16
输入功率
16kw
电 ? ?源
单相220V
电 ? ?压
180-250V
冷却水压
0.1Mpa
输入电流
42A
水温保护
55℃
效率
90%
振荡频率
10-80KHz
冷却水压
0.1Mpa
外形尺寸
500×240×450 mm3
重量
20kg±5%
高频感应加热设备
高频感应加热设备
型号WH-VI-50
输入功率
50KW
输入电压
342V-430V
最大输入电流
75A
冷却水流量(主机)20L/min(0.1mpa)冷却水流量(变压器)18L/min(0.1mpa)振荡频率
15-35KHZ
冷却水压
0.1-0.3Mpa
主机体积
590×450×780mm3变压器体积
420×355×450mm3主机重量
55±5%kg
变压器重量
35±5%kg
中频感应加热设备
中频感应加热设备
型号GS-ZP-200
输入功率
200KW
最大输入电流
300A
工作电压
342-430V
振荡频率
2-4KHz
进水口水压
0.2-0.5Mpa
主机体积
810*530*1780
分机体积
500*800*580
水温保护点
50℃
机身颜色
灰色+白色
淬火机床
淬火机床
最大淬火长度 (mm)4000最大回转直径 ( mm)
≤φ500工件移动速度 ( mm/s)
2-60旋转速度 (r/min)
25-125顶尖移动速度 ( mm/min)
480工件重量 ( kg)
≤1500
输入电压 ( V )
三相380电机总功率 ( kw)
3
木螺钉_木螺钉 -正确选用
木螺钉
目前,在建筑构架、室内装饰、木器生产以及木制品安装等场合,常见的紧固用螺钉有自攻螺钉、细牙干壁螺钉、传统木螺钉以及纤维板螺钉等产品。以下是常用木螺钉的特点,大家要合理选用。
一、自攻螺钉:自攻螺钉的正确适用场合应该是用于有预钻孔的金属材料的紧固和连接。它具有在金属体上自动攻出内螺纹的功能,并能与之完成螺纹啮合起到紧固作用。但由于其螺纹底径较高,用于木制品时,切入木材会比较浅;而且由于螺纹牙距较小,每两牙螺纹之间的木结构也较少。因此,将自攻螺钉用于木质安装件,尤其是较为疏松的木材时,是不可靠和不安全的。
二、干壁螺钉:细牙干壁螺钉的正确用途是用于金属龙骨和石膏板之间的紧固和连接。使用于木质安装件时,它具有与自攻螺钉相类似的缺陷。而且由于干壁螺钉的头部直径较大,头部埋入性较差,也容易造成安装后的螺钉头部与安装件表面不平。
三、传统木螺钉:传统木螺钉使用前,需要在木质安装件上进行预钻孔,否则很容易造成木材开裂。另外,由于传统木螺钉不经过热处理,使用电动工具旋拧容易造成槽型被破坏,而用人力安装又很费劲。
四、纤维板螺钉属于比较新颖的木螺钉品种,适合电动工具安装。但由于其螺纹设计比较单一,仍不能有效的解决在硬木上使用容易造成开裂的顽症,而且在旋入速度和旋拧扭矩上也不具有任何优势。