刨床是用刨刀对工件的平面、沟槽或成形表面进行刨削的直线运动机床。使用刨床加工,刀具较简单,但生产率较低(加工长而窄的平面除外),因而主要用于单件,小批量生产及机修车间,在大批量生产中往往被铣床所代替。刨床由滑枕带着刨刀作水平直线住复运动,刀架可在垂直面内回转一个角度,并可手动进给,工作台带着工件作间歇的横向或垂直进给运动,常用于加工平面、沟槽和燕尾面等。刨床多采用木箱包装,各木箱生产厂家在制造木箱时,依据GB 7284-87《框架木箱》,GB/T13384-92《机电产品包装通用技术条件》及相关标准。
刨床_刨床 -切削原理
刨床
刨床是使刀具和工件之间产生相对的直线往复运动来达到刨削工件表面的目的。往复运动是刨床上的主运动。机床除了有主运动以外,还有辅助运动,也叫进刀运动,刨床的进刀运动是工作台(或刨刀)的间歇移动。
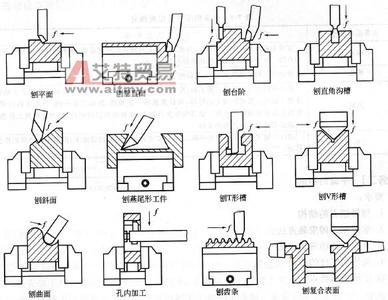
在刨床上可以刨削水平面、垂直面、斜面、曲面、台阶面、燕尾形工件、T形槽、V形槽,也可以刨削孔、齿轮和齿条等。如果对刨床进行适当的改装,那么,刨床的适应范围还可以扩大。
滑枕带着刨刀,作直线住复运动的刨床,因滑枕前端的刀架形似牛头故又名牛头刨床。刨床主要用于单件小批生产中刨削中小型工件上的平面、成形面和沟槽。中小型牛头刨床的主运动,大多采用曲柄摇杆机构(见曲柄滑块机构)传动,故滑枕的移动速度是不均匀的。大型牛头刨床多采用液压传动,滑枕基本上是匀速运动。滑枕的返回行程速度大于工作行程速度。由于采用单刃刨刀加工,且在滑枕回程时不切削,牛头刨床的生产率较低。机床的主参数是最大刨削长度。刨床由滑枕带着刨刀作水平直线住复运动,刀架可在垂直面内回转一个角度,并可手动进给,工作台带着工件作间歇的横向或垂直进给运动,常用于加工平面、沟槽和燕尾面等。仿形牛头刨床是在普通牛头刨床上增加一仿形机构,用于加工成形表面,如透平叶片。移动式牛头刨床的滑枕与滑座还能在床身(卧式)或立柱(立式)上移动,适用于刨削特大型工件的局部平面。
刨床_刨床 -典型结构
1
1、2―滑动齿轮组3、4―齿轮5―偏心滑块6―摆杆7―下支点8―滑枕 9―丝杠10―丝杠螺母11―手柄12―轴13、14―锥齿轮
B6065牛头刨床的传动系统如图1所示,其典型机构及其调整概述如下。
(1)变速机构如图1的变速机构由1、2两组滑动齿轮组成,轴Ⅲ有3×2=6种转速,使滑枕变速。
(2)摆杆机构摆杆机构中齿轮3带动齿轮4转动,滑块5在摆杆6的槽内滑动并带动摆杆6绕下支点7转动,于是带动滑枕8作往复直线运动。
(3)行程位置调整机构松开手柄11,转动轴12,通过13、14锥齿轮转动丝杠9,由于固定在摆杆6上的丝杠螺母10不动,丝杠9带动滑枕8改变起始位置。
(4)滑枕行程长度调整机构滑枕行程长度调整机构见图2。调整时,转动轴1,通过锥齿轮5、6,带动小丝杠2转动使偏心滑块7移动,曲柄销3带动偏心滑块7改变偏心位置,从而改变滑枕的行程长度。
1
1―轴(带方榫)2―小丝杠3―曲柄销4―曲柄齿轮5、6―锥齿轮7―偏心滑块
1
(5)滑枕往复直线运动速度的变化滑枕往复运动速度在各点上都不一样,见图3。其工作行程转角为α,空行程为β,α>β,因此回程时间较工作行程短,即慢进快回。
(6)横向进给机构及进给量的调整横向进给机构及进给量的调整如图4所示。齿轮2与图1中的齿轮4是一体的,齿轮2带动齿轮1转动,连杆3摆动棘爪4,拨动棘轮5使丝杆6转一个角度,实现横向进给。反向时,由于棘爪后面是斜的,爪内弹簧被压缩,棘爪从棘轮顶滑过,因此工作台横向自动进给是间歇的。
1
1、2―齿轮3―连杆4―棘爪5―棘轮6―丝杆7―棘轮护盖
工作台横向进给量的大小取决于滑枕每往复一次时棘爪所能拨动的棘轮齿数。因此调整横向进给量,实际是调整棘轮护盖7的位置。横向进给量的调整范围为0.33mm~3.3mm。
刨床_刨床 -分类
刨床的种类不少,型号也很多。按其结构特征,大体可以分为:
刨床
1、牛头刨床
牛头刨床是用来刨削中、小型工件的刨床,工作长度一般不超过lm。工件装夹可调整的工作台上或夹在工作台上的平口钳内,利用刨刀的直线往复运动(切削运动)和工作台的间歇移动(进刀运动)进行刨削加工的。
根据所能加工工件的长度,牛头刨床可分为大、中、小型三种:小型牛头刨床可以加工长度为400mm以内的工件,如B635-1型牛头刨床;中型牛头刨床可以加工长度为400~600mm的工件,如B650型牛头刨床;大型牛头刨床可以加工长度为400~1000mm的工件,如B665型和B69O型牛头刨床。
2、龙门刨床
是用来刨削大型工件的刨床,有些龙门刨床能够加工长度为几十米甚至几十米以上的工件,如B2063型龙门刨床,工作台面积为6.3m×20m,对于中、小型工件,它可以在工作台上一次装夹好几个,还可以用几把刨刀同时刨削,生产率比较高。龙门刨床是利用工作台的直接往复运动(切削)和刨刀的间歇移动(进刀运动)来进行刨削加工的,按结构形式的不同,龙门刨床又分为单臂龙门刨床和双臂柱龙门刨床两种。
龙门刨床主要加工大型工件或同时加工多个工件。与牛头刨床相比,从结构上看,其形体大,结构复杂,刚性好,从机床运动上看,龙门刨床的主运动是工作台的直线往复运动,而进给运动则是刨刀的横向或垂直间歇运动,这刚好与牛头刨床的运动相反。龙门刨床由直流电机带动,并可进行无级调速,运动平稳。龙门刨床的所有刀架在水平和垂直方向都可平动。龙门刨床主要用来加工大平面,尤其是长而窄的平面,一般可刨削的工件宽度达1米,长度在3米以上。龙门刨床的主参数是最大刨削宽度。
龙门刨床横梁上的刀架,可在横梁导轨上作横向进给运动,以刨削工件的水平面;立柱上的侧刀架,可沿立柱导轨作垂直进给运动,以刨削垂直面。刀架亦可偏转一定角度以刨削斜面。横梁可沿立柱导轨上下升降,以调整刀具和工件的相对位置。龙门刨床主要用于加工大型零件上的平面或沟槽,或同时加工多个中型零件,尤宜于狭长平面的加工。龙门刨床上的工件一般用压板螺栓压紧。在龙门刨床上,有一套复杂的电气设备和路线系统,工作台的运动可无级调速。公司可根据客户的要求制造、加工各种非标准型号的龙门刨床、数控落地镗铣床、重型卧式铣床、普通双柱立式车床、重型卧式车床、数控定梁龙门镗铣床、龙门动梁镗铣床、精密龙门镗铣床、单臂刨床、单臂刨铣床,设备配置可任意搭配,也可根据用户需要配置刨头、铣头、磨头和卧式磨头。
3、插床
插床又叫立式刨床,主要是用来加工工件的内表面。它的结构与牛头刨床几乎完全一样,不同点主要是插床的插刀在垂直方向上作直线往复运动(切削运动),工作台除了能作纵、横方向的间歇进刀运动外,还可以在圆周房间上做间歇的回转进刀运动。
按传动方式的不同,刨床有机械传动和液压传动两类:有机械传动的牛头刨床、龙门刨床和插床;液压传动的牛头刨床和插床。
刨床_刨床 -检验标准
刨床主要标准有:ZBJ57011-89、JB/Z121-89《悬臂刨床、龙门刨床参数及系列型谱》,JB/T2732.1-94《悬臂刨床、龙门刨床精度》,JB/T2732.2-94《悬臂刨床、龙门刨床技术条件》,JB/T3362-91、JB/T5607-91《牛头刨床参数及系列型谱》,GB/T14302-93《牛头刨床精度》,JB/T3363-93《牛头刨床技术条件》,JB5758-91、SJ/T10786-96《水平移动牛头刨床精度及技术条件》,ZBJ57012-89、JB/Z147-89《插床参数及系列型谱》,JB2825-91《插床精度》,JB/T8826-94《插床技术条件》等。此外,尚有产品质量分等标准。出口产品不得低于一等品。
刨床_刨床 -检验项目
除被检机床应符合相关标准之规定外,在常规检验时对专业标准规定的项目进行检验。对精度、性能逐项进行检验,被检项目可归纳为:刀架(或刀杆)的安装精度、工作台安装精度及本身形状、位置精度、刀架(或刀杆)与工作台之间相关精度等,工作精度是对规定试件加工后进行测量的有关精度。所有精度项目检验时还须参照JB2670-82《金属切削机床精度检验通则》进行。
刨床_刨床 -包装及储运
刨床多采用木箱包装,各木箱生产厂家在制造木箱时,依据GB 7284-87《框架木箱》,GB/T13384-92《机电产品包装通用技术条件》及相关标准。上述标准对包装箱的材质、结构、含水率等项目做了具体规定。包装箱检验抽样判定时还须参照SN/T0275-93《出口商品运输包装木箱检验规程》。箱内机床应进行有效的固定和衬垫,其电器及加工未涂漆表面应做防锈防潮处理,其防锈有效期为两年。在存放及滞港期间机床类产品应库内保管,暂时露天存放时应垫高并加苫盖防止雨淋、水浸。箱面重心、防雨、勿倒置、轻放等标识应齐全,以保证运输时产品完好、安全的运抵目的地。
生产及订购注意事项
金属切削机床已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。订货时除明确通用要求外,对公、英制、电源电压和周波以及随机附件,机床的颜色都须有明确规定。
刨床_刨床 -工艺特点
1、通用性好
可加工垂直、水平的平面,还可加工T型槽、V型槽,燕尾槽等。
2、生产率低
往复运动,惯性大,限制速度,单次加工,但狭长表面不比铣削低。
3、加工精度不高
IT8~7,Ra为1.6~6.3μm但在龙门刨床上用宽刀细刨,Ra为0.4~0.8μm
刨床_刨床 -加工特点
刨床
根据切削运动和具体的加工要求,刨床的结构比车床、铣床简单,价格低,调整和
操作也较方便。所用的单刃刨刀与车刀基本相同,形状简单,制造、刃磨和安装皆较方便。刨削的主运动为往复直线运动,反向时受惯性力的影响,加之刀具切入和切出时有冲击,限制了切削速度的提高。单刃刨刀实际参加切削的切削刃长度有限,一个表面往往要经过多次行程才能加工出来,基本工艺时间较长。刨刀返回行程时不进行切削,加工不连续,增加了辅助时间。
因此,刨削的生产率低于铣削。但是对于狭长表面(如导轨、长槽等)的加工,以及在龙门刨床上进行多件或多刀加工时,刨削的生产率可能高于铣削。刨削的精度可达IT9~IT8,表面粗糙度Ra值为3.2μm~1.6 μm。当采用宽刃精刨时,即在龙门刨床上用宽刃细刨刀以很低的切削速度、大进给量和小的切削深度,从零件表面上切去一层极薄的金属,因切削力小,切削热少和变形小,所以,零件的表面粗糙度Ra值可达1.6μm~0.4 μm,直线度可达0.02mm/m。宽刃细刨可以代替刮研,这是一种先进、有效的精加工平面方法。
操作规程
刨床
一、认真执行《金属切削机床通用操作规程》有关规定。
二、认真执行下述补充规定
三、工作前认真做到:
1、检查进给棘轮罩应安装正确、紧固牢靠,严防进给时松动。
2、空运转试车前,应先用手盘车使滑枕来回运动,确认情况良好后,再机动运转。
四、工作中认真作到:
1、横梁升降时须先松开锁紧螺钉,工作时应将螺钉拧紧。
2、不准在机床运转中调整滑枕行程。调正滑枕行程时,不准用敲打方法来松开或压紧调整手把。
3、滑枕行程不得超过规定范围。使用较长行程时不准开高速。
4、工作台机动进给或用手摇动时,应注意丝杠行程的限度,防止丝杠、螺母脱开或撞击损坏机床。
5、装卸虎钳时应轻放轻拿,以免碰伤工作台。




