凝结水回收设备,运用智能化多功能全自动控制系统,是当前先进的凝结水回收产品。
一、产品简介:蒸汽间接加热系统中,随着蒸汽在加热设备内释放出汽化潜热大量的高温凝结水随之产生,其温度一般在100℃以上,热焓占原蒸汽热焓的25%左右,具有很高的利用价值,水质近于蒸馏水,几乎没有溶解氧和二氧化碳等气体,是良好的锅炉补给水。所以,充分回收并利用这些凝结水既可以节约锅炉燃料和软化水,又可以大大降低锅炉的运行成本,提高锅炉使用寿命,改善环境条件。凝结水闭式回收装置,运用智能化多功能全自动控制系统,是当前先进的凝结水回收产品。该产品具有自动启闭、自动声光报警、压力自动调节、双泵自动切换运行等特点。为保证离心泵的正常工作,延长使用寿命,改善使用条件,应用了多项先进的汽蚀消除技术,有效地解决了离心泵的汽蚀问题。
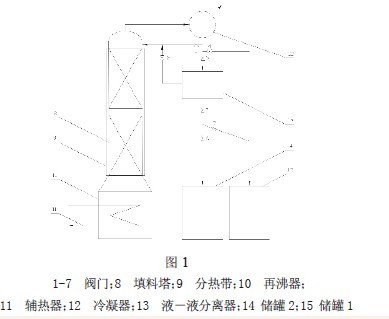
二、 回收系统简图:三、产品性能和特点:
● 机电一体化全自动控制、双泵自动切换运行,自动声光报警,运行安全可靠。
●热凝结水全部闭式回收,既无二次蒸汽外逸,又避免了凝结水和空气的接触以及其它杂质对水质的污染,回收的凝结水可直接作为锅炉补给水。
●先进的汽水分离及汽液两相自动平衡调节技术和汽蚀消除技术的运用,消除了离心泵的汽蚀现象,保证了泵的正常工作。
● 设计技术先进、整体结构紧凑、体积小、安装使用方便 。
四、 基本原理:
系统运行时,加热设备产生的高温凝结水先经疏水器进入余压输送管网及装置,单一管线或多路管线压力相等时,凝结水直接进入回收装置;当多路管线的压力不等时,低压凝结水与高压凝结水进入多路收集器,然后再进入回收装置。凝结水进入回收装置后通过余压利用、汽水分离、引流加压、汽蚀消除等装置由液位变送器给控制柜内控制系统控制离心泵加压回收。
凝结水回收设备_凝结水回收设备 -特点
一、节约能源全密闭式冷凝水回收机,一是产品本身密闭不与外界相通,二是产品在蒸汽热力系统中使用,完成蒸汽输送从锅炉―蒸汽管网―用汽设备―疏水系统―回收系统―锅炉,达到整个过程的完全密闭,高温水直接输送进锅炉,消除了二次蒸汽的排放损失,不浪费任何热能,与未回收冷凝水系统比较,节约能源20%以上。
二、节约水资源
传统“自然排放”运行的锅炉蒸汽热网为一次性用水,100%的水被排放掉,35%~50%的蒸汽热能被排放到大气中,带走了大量热能,同时也污染了环境,能源利用率低下。;实现密闭运行后,原有蒸汽热网中所有与大气相通的部分被密封,冷凝水与外界隔绝,处于高温高压状态,其氧气的溶解度极低,基本杜绝管道的氧化腐蚀,所以水质不受外界的影响产生变化,无需处理,就可以成千上万次地循环使用,不会对锅炉、管道、热缸造成影响,节约水资源!
三、环保,减少污染
锅炉在生产同量蒸汽情况下,因节约大量燃料,从而有效减少有害气体及颗粒物的排放。同时,无二次蒸汽的排放,消除了蒸汽的热污染,从而大幅改善了工作环境,提升公司形象。
四、PLC智能控制
自动化程度高采用日本进口可编程控制器及OMRON高感度液位传感器控制,对锅炉液位及生产线用汽情况全程自动监控,按需自动启停、自动排水,自动选择输水方向(锅炉/脱氧槽),无需人工值守,保证设备在高温、潮湿等恶劣工况下,安全、可靠、稳定的自动运行。
五、进口配件,使用寿命长
采用台湾进口高温高压多级泵,最高耐温220C°,采用德国进口控制阀,使用寿命十五年以上。
六、循环强抽、喷射增压多项技术应用
藉以精良的特殊设计,使辅槽强抽回收管道冷凝水,有效避免热缸积水。主槽采用喷射增压技术,消除回收泵浦汽蚀现象。大大提高补水泵浦的使用寿命!