回转式烘干机(又称回转烘干机)经过改造,能够大幅度提高台时产量、降低能耗。但有些厂家改造后效果并不理想,甚至出现筒体内衬磨损快、下料筒及烘干机头部易烧坏、袋式除尘器使用寿命缩短等情况,造成维修费用高,影响正常生产。出现上述问题,有些并不是技术改造造成的,影响改造效果的主要原因,工程师解释说,是有些厂家主要侧重烘干机的局部改造,没有考虑到整个烘干配套系统的综合平衡问题。
一.回转式烘干机通风除尘设备优化
通风除尘设备选型是关键,回转式烘干机通风效果的优劣直接影响台时产量的高低,要想高产必须选择处理风量大的除尘器。保证烘干机进料端有一定的负压,及时将燃烧炉产生的高温气体吸入烘干机,使之与烘干物料迅速发生热交换,及时排出,尽可能降低机体内废气浓度,达到快速烘干的目的。
目前,烘干除尘一般都选用袋除尘,原旋风除尘、静电除尘等虽通风效果好,但排放粉尘浓度高,污染严重。袋式除尘器处理废气量大小的选择要根据烘干机型号的大小、构造及烘干物料的种类、水分高低,详细计算后合理选型。
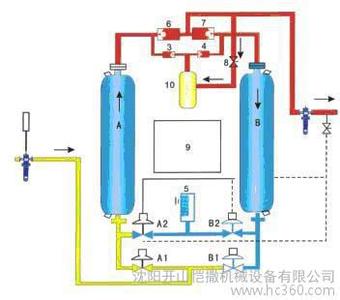
回转式烘干机原理????回转烘干机采用套筒套列结构使烘干机长度可成倍缩短,由于散热面大幅减少,以致热耗降低,而倍增的热交换面使热效大大提高。对不能触烟的物料,多筒式回转烘干机在内外筒中分别提供内烟管和环形烟管,各烟管间用径向烟道沟通,同样高效节能。不难看出,对热料和冷介质而言,套筒式回转冷却机。
回转式烘干机_回转式烘干机
内部改造措施
????????回转式烘干机内部改造很重要。烘干机内部改造投资并不大,也比较简单,但必须了解烘干机的构造原理、烘干物料种类及配套除尘器的情况,结合日常总结的经验制定可行的改造方案。一
般改造方法步骤为:(一)回转式烘干机加设中心X形扬料板,减少热空洞,延长物料停留时间,提高热交换效率,减少高温气体的流失。
安装部位可从烘干机中部(稍后也可以)开始依次向机头端安装3~5组扬料板,间隔距离0.5~1m,每组6块X形扬料板。但靠近机头端3m内不能安装(因刚投入的物料水分高、黏度大、温度低,容易产生黏附),否则会影响整体烘干效率。
(二)回转式烘干机将进料端螺旋输送叶片去掉,改为三角形筋板,可用厚6mm钢板制作,短直角边高度与进料端挡圈同高度,并焊牢,长直角边长度为800mm,与烘干内筒焊牢,间隔50mm焊一圈,自然形成1个锥形进料器。其作用是减缓物料在高温带流速,并充分吸收热量,提高热交换率,并能够降低烘干机前端温度,避免烧坏筒体及挡料圈。
(三)改造进料管角度,只要不影响进料,尽可能将下料筒提高,以上端不与烘干机挡料圈接触为宜,但伸入筒体内部不可过长,可控制落料点离挡料圈200mm以内。以防前端无料,温度过高烧坏挡料圈与筒体,下料溜管提高后,既有利于高温气体的流通又防止烧坏溜管,物料自然下落形成料幕,与高温气体直接接触,热交换率提高。

(四)改造机尾低温烘干带约筒体长度l/3处的L形扬料板,一般L形扬料板都是垂直90°固定,可周圈依次按30、90、120的角度焊接。这样通过烘干机旋转,扬料板在不同的空间高度扬料分布面积大,热交换率高。