vulcanization curve;curing curve
在某一温度下测定橡胶在硫化过程中某一物理性能与硫化时间关系的曲线。一般情况下,用硫化胶的拉伸强度、扯断伸长率、定伸应力和硬度等分别对硫化时间作图,就可以得到硫化曲线。目前通常用硫化仪直接绘出硫化曲线,由硫化曲线可以观察胶料硫化的整个过程,按橡胶交联情况的不同可分为:硫化诱导期、热硫化阶段、平坦硫化阶段和过硫阶段。从硫化曲线可以求得胶料焦烧性能、硫化速率、最佳硫化时间、硫化平坦性以及抗过硫返原性能等。 优肯科技股份有限公司 《橡胶工艺原理》杨清芝主编
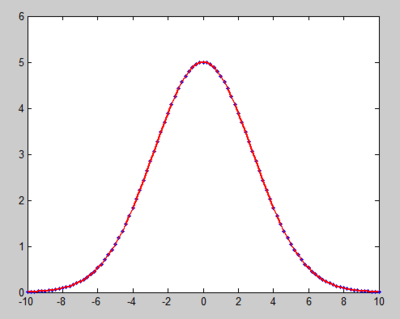
硫化曲线上的参数、硫化的各个阶段及其它们之间的关系。由田可见,在硫化温度下,开始转矩下降,也就是粘度下降,到最低点后又开始上升,这表示硫化的开始,随着硫化的进行,转矩不断上升并达到最大值。 从图2—o的硫化曲线上可见下列参数: ML(最小转矩); MH(最大转矩); TH(理论正硫化时间); M10:ML十(MH—ML)X 10%, T10(焦烧时间); M90:ML十(MH—ML)X 90%, T9O(工艺正硫化时间)。 图2—8中曲线上的各硫化阶段:诱导期,热硫化期,正硫化期,过硫化期。 在硫化反应开始前,胶料必须有充分的迟延作用时间以便进行混炼、压延、压出、成型及模压时充满模型。一旦硫化开始,反应要迅速。因此,硫化诱导期对橡胶加工生产安全至关重要.是生产加工过程的一个基本参数。在热硫化阶段,橡胶与硫磺的交联反应迅速进行,曲线的斜率即硫化速率与交联键生成速度基本一致,并符合一级反应方程式。从硫化时间对交联密度关系可得下列方程式, 式中 Vut——硫化时间为,时的交联密度; K ——交联反应速度常数; t ——硫化时间; ti ——硫化诱导时间; Vu ——交联密度; Vu∞——最大交联密度。 按照式(2—1)将Vut。对硫化时间进行标绘.可得到图2—9所示的交联反应的动力学曲线,它与图2—8的热硫化段的硫化曲线相同。从图2—9曲线可见,交联反应自ti开始,交联密度近似直线增加,最后达最大值。从理论上,胶料达到最大交联密度时的硫化状态称为正硫化,它与图2—8中的对应点是硫化仪中的最大转矩MH。所以正硫化时间是指胶料达到最大交联密度时所需要时间。显然,由交联密度来确定正硫化是比较合理的,它是现代各种硫化测量技术的理论基础。 (四)理想的橡胶硫化曲线 较为理想的橡胶硫化曲线应满足下列条件: (1)硫化诱导期要足够长,充分保证生产加工的安全性; (2)硫化速度要快,提高生产效率.降低能耗; (3)硫化平坦期要长。 要实现上述条件,必须正确选择硫化条件和硫化体系。目首比较理想的是迟效性的次磺酰胺类促进剂的硫化体系。