百河铝业公司有240KA中间点式下料预焙铝电解槽156台。随着电解铝行业的快速发展,公司在追求少投入、多产出,高效益的前提下,提高产能和经济效益。于2011年进行扩容改造,电流从240KA扩容至目前的244KA。随着时间的推移,该公司电解槽平均槽龄日益增加,2000天以上电解槽占总槽数三分之一。要使扩容后的铝电解槽高效平稳运行,必须保证其使用寿命。由于早期筑炉质量存在问题,以及后期管理的不足外加槽龄的增加,电解槽侧部和底部会出现破损。一旦出现漏炉的现象发生,加之防护措施不当,会造成阴极钢棒处软带被冲断。由于母线本身通电的缘故,致使软带焊接存在较大焊接困难。 针对此种现象,本论文所述方法内容特征在于在不停电状态下,将冲断的阴极软带母线与阴极小母线不用通过焊接,使用此卡具方法就可使阴极小母线与阴极软带母线更好接触导电。 1.材料说明 该方法包括一块 270×150×50mm爆炸焊片;软带40片,层叠厚度为60mm,每片铝软带宽度150mm,厚度15mm,长度为400mm(主要根据爆炸焊片到阴极母线之间的距离而定) ;一块宽度与阴极母线宽度适宜,长度可视情况而定的铝板(一般可保持在300mm左右),厚度范围 10-15 mm;长 500mm,φ30mm螺杆螺帽4付。 2.操作方法说明 ⑴将阴极母线打磨光亮,使其表面无脏污。 ⑵将爆炸焊片、软带、铝板根据大修槽焊接要求焊接成体。

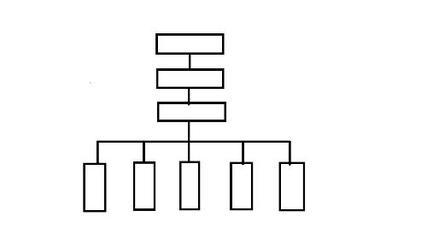
⑶准备角铁四片,螺杆螺帽整套四付。 ⑷将焊接好的成体一端爆炸焊片与阴极钢棒焊接,另一端铝板平整的压接到方法说明⑴中的阴极母线上。 ⑸在方法说明⑷的基础上,用方法说明⑶中的工具将压接在阴极母线上的铝板用角铁沿母线走向两端平压,每端用两根螺杆紧固,使其接触面之间无缝隙。 ⑹为保证铝板与阴极母线接触良好,可适当增加角铁和螺杆。 3.在所附的图中,说明了其使用和新型,及优点 附图1:卡具装置全图 附图2:卡具局部图 1-爆炸焊片 2-软带 3-铝板 1-爆炸焊片 2-软带 3-铝板 4-螺帽 5-螺杆 6-角铁 7-阴极母线 使电解槽可正常运行,并且不影响阴极钢棒电流密度。减少了因停电焊接造成的经济损失,并大大的降低了劳动强度。 实验前后阴极电流平均分布如下: 实验前后抛除电压摆及其它技术条件外围因素的干扰,前后阴极电流分布基本无变化,并未影响其电流效率,效果比较明显。 4.结语 目前焊接软带的方法是在停电状态下,将以冲断的阴极软带与阴极小母线进行无电焊接。 该方法的缺点较多。缺点一是系列停电会为生产带来波动。缺点二是给企业造成不同程度的经济损失。 该方法的主要目的,提供一种卡具装置,以消除目前所采用技术上的上述缺点;所需材料普通易得、操作简单、安全。 总之,该方法在不停电的状态下,将阴极钢棒软带与阴极母线连接,使电解槽可正常运行,并且不影响阴极钢棒电流密度,减少了因停电焊接造成的经济损失,并大大的降低了劳动强度。