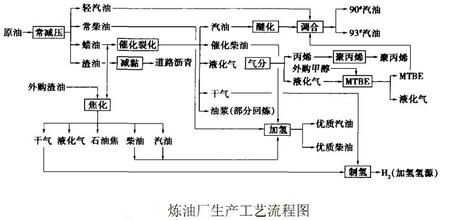
随着我国社会经济快速发展和人民生活水平不断提高,汽车化进程不断加快,机动车消费需求旺盛。截至2011年6月底,全国机动车总保有量达2.17亿辆。据北京近年的环境监测数据表明,大约63%的一氧化碳、50%的氮氧化物和73%的烃类来自汽车尾气排放。?根据国家环保要求,2013-2014年,所有车用汽柴油质量需要符合国Ⅳ标准,北京、上海和广州可能需要达到国Ⅴ标准。这就要求炼油企业不断提高炼油工业脱硫技术,以降低车用汽柴油硫含量为主线提升汽柴油质量,不断满足环保及汽车排放标准要求,提高车用燃料质量。 1. 全厂汽柴油现状 目前,延安炼油厂成品汽油主要由催化汽油、脱戊烷油、拔头油、粗汽油及MTBE进行调合,主要产品为93#和97#汽油(见表-2)。从表中可以看出,汽油硫含量为70mg/kg,不满足国Ⅳ标准要求(不大于50 mg/kg),其它指标均能满足国Ⅳ要求。 2. 工艺路线的选择 A.国内炼油行业在油品清洁过程中所面临的困难 a.原油性质进一步劣质化 随着全球原油劣质化不断加重,我国加工高硫、高酸劣质油比例已达到46.68%。陕北原油性质也出现了重质化、劣质化现象,硫含量由0.07w%上升到0.09 w%,APIo由36.11下降到35.8。 b.汽油以催化汽油为主,柴油以催化柴油为主的局面仍无法改变 国内汽油产品基本上全部用于车用燃油,而国内催化能力过大、催化重整能力又相对不足,导致汽油组分以催化汽油为主,汽油整体质量表现为:硫和烯烃含量高,缺少高辛烷值汽油调合组分。汽油清洁化的重点在催化汽油改质,并增加高辛烷值汽油组分。 柴油产品约30~50%为车用燃料,柴油组成约三分之一为质量较差的重油催化柴油和蜡油催化柴油,同时化工装置消耗直馏柴油比例也在增加,更降低了柴油产品的整体质量。柴油产品质量表现为:硫、氮、芳烃含量较高,密度大,十六烷值低。因此车用柴油清洁化首要是解决催化柴油改质和直馏柴油脱硫问题。 B.目前国内外汽柴油清洁化技术 a.国内外催化汽油加氢改质技术 国内外催化汽油加氢改质技术主要分两类:一类是催化汽油选择性加氢技术;一类是催化汽油加氢脱硫、异构化和芳构化技术(见表-5)。 ⑴ S-Zorb技术基于吸附作用的原理对汽油进行脱硫,通过吸附剂选择性吸附含硫化合物中的硫原子。可将进料硫含量从2000μg/g降至产品硫含量小于10μg/g,脱硫过程一步完成,且产品收率高,汽油辛烷值损失少。其特点是: ① 高适应性。适用于几乎所有进料,即,无论是重组分、轻组分、还是混合油气,经可以未经预处理或分馏直接送进S-Zorb装置脱硫。而该装置在生产过程中并不产生大量的轻组分,从而有助于缓解出口油汽的过高压力。 对各种现有的全厂总流程有很强的适应性。其中,S-Zorb的再生单元对吸附剂的连续再生能力使S-Zorb装置具有很强的连续生产能力。 作为针对催化石脑油设计的非固定床的长效工艺流程,S Zorb装置可以与催化装置采用同样的检修周期,这样,可以最大限度缩短检修期、最大限度增加油品产量。 ② 辛烷值损失较少。S-Zorb技术采用独特的吸附剂可以有效防止烯烃饱和。烃类衍生物中的硫含量则被特有的催化剂直接吸附,而并非通过常规的氢解过程进行裂化、加氢生成硫化氢从而达到脱除的目的。由于产品物流中没有硫化氢,将不会有硫化氢再与烯烃结合生成硫醇。另外,由于该项技术是非加氢工艺,氢气用量及氢气提纯技术及其费用均不再是需要考虑的主要问题。采用S-Zorb工艺技术后,哪怕纯度低到70%的氢气都可以用在该装置的生产过程中;而大部分情况下,在炼厂现有资源条件下,重整氢气已足以用作主要的氢气来源。 ③ 造价低、运行费用低。S-Zorb装置的主要工艺设备流化床反应器及再生器这些设备均采用普通碳钢材料、较低操作压力和较高的空速,这些因素均使得这些设备的成本大幅度降低。 工艺流程是:催化汽油与氢气被加热后进入反应器,蒸发的汽油喷入流化床,专用吸附剂从进料中除去硫。悬浮的吸附剂从分离区的蒸气中分出。无硫蒸气从塔顶排出进行冷却。含硫的吸附剂连续送至再生器,硫以二氧化硫的方式被除去,并送至硫回收单元。再生后的吸附剂被送回反应器。 ⑵ OCT-MD技术:该技术是中国石化抚顺石油化工研究院开发的汽油选择性深度加氢脱硫技术,先将催化汽油进行无碱脱臭处理后,再选择合适的切割温度将催化汽油切割轻组分、重组分,轻组分的总硫质量分数降低45%,硫醇硫质量分数≤10μg/g,RON损失较小,大大的降低重组分加氢脱硫的深度,减少烯烃过度饱和造成的辛烷值的损失。重组分采用低压操作进行加氢脱硫处理,然后与轻组分混合调和后得到低硫、低烯烃含量的汽油产品。其特点是降低硫含量的同时,减轻了重组分加氢的深度,汽油产品辛烷值损失减少到最低。循环氢中H2S用二乙醇胺处理。 ⑶ PrimeG+技术[2]:该技术是先将催化汽油进行选择性加氢,将二烯烃转化为单烯烃,轻硫醇和一些轻的含硫化合物转化为重含硫化合物,同时进行烯烃异构化反应增加辛烷值。然后将选择性加氢完后的汽油切割成轻、重组分,轻组分作为调和组分直接出装置,重组分进行深度加氢脱硫。其主要的工艺特点:轻、重组分分别处理,催化汽油无需脱硫醇,催化汽油热进料,装置运转周期长,液体产品收率接近100%。 B. 国内外清洁柴油的加氢技术 柴油加氢技术主要分四类:一是生产超低硫柴油加氢技术;二是柴油芳烃深度饱和技术,主要是提高十六烷值;三是柴油加氢改质技术;四是加氢裂化技术。 表-9 清洁柴油加氢技术 a. 国外柴油加氢处理技术发展趋势 ⑴ 开发活性更好的加氢催化剂。 ⑵ 改进反应器及器内构件设计,工艺流程改进,过程自动化控制等手段来提高低硫柴油生产经济性。 ⑶ 针对芳烃、十六烷值、密度和冷流动性等方面的质量要求,开发成套组合技术。 b.国内应用的主要柴油加氢技术 ⑴ 抚顺石油化工研究院成功开发了一种用于灵活多效生产清洁柴油的加氢新技术FHI柴油加氢改质异构降凝技术,该技术结合MCI技术和MHUG技术的优势,选用具有强异构功能的催化剂,采用单剂或两剂串联一次通过工艺流程,在中压或高压条件下,对直馏柴油和/或二次加工柴油进行加氢处理,在实现深度脱硫、脱氮、脱芳和选择性开环的同时,可以使进料中的正构烷烃等高凝点组分进行异构化反应,并使进料中的重馏分发生适度的加氢裂化反应,从而在显著降低柴油产品硫、氮和芳烃尤其是稠环芳烃含量的同时,能够大幅度降低凝固点,并使密度、T95和十六烷值等指标得到明显改善。 FHI柴油加氢改质异构降凝技术典型操作条件为反应压力6.0~18.0MPa,氢油体积比400~1200,体积空速0.8~2.0h-1,反应温度340~430℃,可用于加工直馏柴油、直馏轻蜡油(LVGO)、催化柴油、焦化柴油及其混合油,可生产符合不同质量标准要求的柴油产品,同时兼产部分硫氮含量低、芳烃潜含量较高的石脑油产品。FHI技术具有很大的操作灵活性,通过调整反应温度,即可使装置按加氢精制(脱硫脱氮)、MCI(降低密度和提高十六烷值)、异构降凝(降低凝固点)或加氢改质(降低T95和增产石脑油)等不同方案运行。 ⑵ RICH技术是为了满足国内炼油企业生产低硫、高十六烷值清洁柴油燃料以及提高柴汽比而开发的。 RICH技术在中等压力下操作,采用单段单剂、一次通过的流程(与传统加氢精制相一致)。所选用的主催化剂专门针对劣质催柴特点而设计开发,具有加氢脱硫、加氢脱氮、烯烃芳烃饱和以及开环裂化功能。该催化剂对氮中毒不敏感,操作上具有良好灵活性。 采用RICH技术,以劣质催柴(或混合部分直柴)为原料,在保持高柴油收率的前提下,不仅可以大幅度降低产品硫氮含量、改善产品色度和安定性,而且还可以通过改变产品烃族组成较大幅度提高产品柴油十六烷值,副产的少量石脑油具有高芳烃潜含量,可作为良好重整料或化工料。 RICH技术不仅适用于新建的柴油加氢装置,而且非常适合传统柴油加氢精制装置的技术升级改造。在柴油硫含量和十六烷值全厂平衡较困难的炼厂推广使用RICH技术,将带来较大的社会效益和经济效益。 C. 延安炼油厂目前的现状和加氢工艺选择 a.柴油加氢工艺选择 延安炼油厂目前的加工规模是800万吨/年,生产直馏柴油268万吨/年,催化柴油102.2万吨/年。催化柴油全部送到140万吨/年柴油加氢,加氢后柴油硫含量在20ppm,直馏柴油硫含量在450ppm,按直馏柴油和加氢柴油调和比例2:1,要调和出国Ⅳ标准柴油,则直馏柴油硫含量需降到67ppm以下,国Ⅴ则要降到10ppm以下,国Ⅳ柴油的十六烷值要求最低为51。结合延安炼油厂的工艺特点选择抚顺石油化工研究院的FHI柴油加氢改质异构降凝技术,该技术的特点是:采用单个或两个反应器串联一起一次通过工艺流程,所用催化剂第一运行周期≮36个月,可再生使用,总寿命≮108个月;可以加工各种柴油馏分,包括直馏柴油、催化柴油、焦化柴油,产品收率高,硫含量低,十六烷值高;技术先进、可靠、成熟,使用过程无特殊环保要求。其工艺流程简图如下: b.汽油加氢工艺选择 延安炼油厂有40万吨/年、100万吨/年、200万吨/年三套催化装置,每套都设有汽油脱硫醇,汽油脱硫醇前总硫在30~70ppm,精制后汽油硫醇含量≤10ppm。93#、97#成品汽油硫含量是50~80ppm,我国车用汽油国Ⅳ规定硫含量≤50ppm,国Ⅴ将限制到10ppm以下。汽油中硫化物以元素硫、硫化氢、硫醚、硫醇、二硫化物以及噻吩硫形式存在,其中硫醚硫和噻吩硫占总流量85%以上,而且主要集中在重馏分中。国内外汽油加氢脱硫技术都能满足生产国Ⅳ标准的汽油,但也带来一些问题:汽油辛烷值损失较大;加氢重汽油硫醇含量超标;混合精制汽油博士实验不通过;加氢反应器顶部结焦、压力上升、操作周期短等。根据延安炼油厂汽油硫含量不高,影响汽油不合格的主要是硫醚硫和噻吩硫,因此采用S-Zorb吸附技术较为合适,该技术辛烷值损失较低,约0.5个单位;对于硫醚硫和噻吩硫脱出效果好,脱后硫含量在10ppm以下;氢耗低、液收高;催化剂使用周期长,可以和催化装置同步检修。其工艺流程简图如下: 应用S-zorb技术后,汽油调合比例不需要发生变化,汽油辛烷值损失不大于0.7RON,硫含量小于10mg/kg,液体收率99.4%,化学氢耗0.18%,烯烃含量为28%。 4. 结论 近年来国内开发了很多油品清洁技术,能够满足生产国Ⅳ、国Ⅴ标准的汽柴油。随着陕北地产原油劣质化加重和国家环保要求的压力,延安炼油厂只有及早的做好汽、柴油清洁生产的工艺路线的选择和项目立项,才能不被市场所淘汰。针对延安炼油厂工艺特点,在汽油清洁技术选择中石化的S-Zorb吸附技术,规模为180万吨/年;柴油选择抚顺石油化工研究院的FHI柴油加氢改质异构降凝技术,规模为270万吨/年;同时配套建设一套5.0×104Nm3/h制氢装置。 参考文献 【1】孙丽丽.清洁燃料技术的集成化工业应用.第四届北京国际炼油技术进展交流会论文集 【2】侯永兴,赵永兴.Prime-G+催化裂化汽油加氢脱硫技术的应用.炼油技术与工程.2009,39