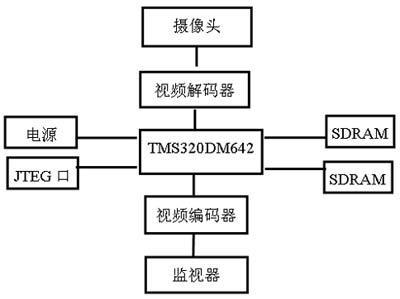
随着AGC系统在板带轧机上的普遍应用,板带材的纵向厚度精度得到了显著提高,相比之下,板形和凸度问题变得日益突出。板形通常是指板带材的平直度,凸度则是指板带材的横向厚差。板形理论和生产经验均表明,板带材的凸度实质上取决于热轧,并直接影响着冷轧阶段的板形质量。事实上,由于凸度的遗传性,对于冷轧而言,在获得良好板形的同时又要求对带材凸度做大的改变是非常空难或几乎是不可能的。多年来的探索与实践表明,在热轧机上配备凸度自动测量与控制系统是提高板带材凸度精度的有效途径。随着用户对板带材质量的要求越来越高,为了提高产品质量和成材率,降低生产成本,提高产品竞争力,越来越多的企业在其热轧机上配备了凸度测量与控制系统,极大地提高了带材的板形质量和生产效率。本文仅就凸度测量装置的应用于发展加以论述。 1. 国内外凸度仪的开发与应用现状 在20世纪60年代国外一些研究机构就已开始进行热轧板带凸度仪的开发研究工作,美国DMC公司、德国IMS公司和日本东芝公司等都相继开发了各自的系列产品,已在带钢热轧机上得到了广泛应用,近年来也在铝带热轧机上得到了应用,配合凸度控制系统大大提高了热轧机的板形控制能力,取得了显著的经济效益。 我国在板带凸度测量方面的研究较晚,相对比较落后。目前,在有色行业有西南铝业集团有限公司,南山集团铝业公司和上海大屯能源股份有限公司铝加工热轧机上配备了进口IMS X射线凸度仪。 2. 凸度仪的主要类型 2.1 按辐射源分类 2.1.1同位素凸度仪 同位素凸度仪的主要优点是射源的衰减非常稳定,能耐受恶劣环境的影响,检测电路相对比较简单,操作和维护比较简单方便。其缺点是信号噪音大,响应时间要比X射线凸度仪长,一般用于中低速度轧制。 2.1.2 X 射线凸度仪 X射线凸度仪的主要优点是其辐射强度可通过改变X射线管的电压调节,因此可根据板带的实际规格选择合适的强度,能适应多品种轧制,而且可以获得很高的测量精度,同时响应速度也较快;其缺点是需要复杂的高精度X射线发生电路,且信号处理也比同位素凸度仪繁琐,其射源对人体存在危害。 2.2 按测量单元的布置形式分类 2.2.1移动扫描式凸度仪 移动扫描式凸度仪的典型型式微双C型架凸度仪,由一台中心线测厚仪和一台扫描式测厚仪组成。中心线测厚仪的测量点固定对准在被测带材宽度方向的中心位置,用于测量带材中心线处的厚度,同时为厚度控制控制系统(AGC)和凸度自动控制(ACC)系统提供厚度信号。扫描式测厚仪的测量单元安装在可横向移动的C形架上,测量时通过移动C形架扫描整个带材横断面。但由于C形架的扫描移动与带材的轧制运动同时进行,在带材上的实际测量轨迹是斜线不是真正意义上的横断面。而且受扫描速度限制,一次扫描大约需要10~20s,测量信号无法用于反馈控制。另外测厚仪移动时发生的颤动将会影响厚度测量精度。例如美国DMC公司的DMC450、美国热电瑞美公司的RM215P,以及IMS公司的双用X射线测厚仪等都属于这类。 图1 双C形架扫描式凸度仪 2.2.2多通道式凸度仪 多通道式凸度仪需要沿带材宽度方向设置多个测量点,用这种方法可以实时获得带材横断面的厚度分布,可以用于反馈控制。探测器的数量由被测带材的宽度和测量精度决定。 装于C形架上臂上的两个X射线源发出的扇形射线束河装于C形架底部上成阵列布置得探测器对带材进行交替测量。探测器和射线源各成一定角度,事先将这些角度值输入凸度仪的内部计算机。实际测量时计算机对实测值进行自动修正,测量信号经计算机处理并进行合金补偿、温度补偿、角度补偿,最后计算输出带材宽度方向上各点的实时厚度,并采用数值分析的方法绘制出连续的横断面厚度曲线,同时将结果输送到凸度自动控制系统计算机中进行凸度控制。德国IMS公司的SMC凸度仪属于实时多通道凸度仪。 图2 双射源多通道凸度仪 3. 辐射测厚原理 板带材断面形状的检测多采用射线穿透式检测装置,其测测原理是利用射线在金属内的衰减(或材料对辐射的吸收)特性来测量轧件的厚度。 图3 辐射测厚原理图 由辐射源发出的X射线或同位素放射线穿透被测轧件,部分辐射能被吸收;位于轧件另一侧的探测器测定辐射强度,并遵循下面的公式:Im=I0e-μh h=I/μ·ln(I0/Im) 式中 I0—吸收前射线强度; Im—吸收后射线强度; μ—物质吸收系数; h—轧件厚度; 探测器将检测到的辐射强度信号转换为与带材厚度成比例的电流信号,经信号处理计算机计算后得出被测轧件的厚度。

4.典型多通道RM312凸度仪主要技术参数 安装在上海能源铝板带厂热轧机上的RM312凸度仪的主要技术指标如下: 测量材质: 铝及铝合金 测厚范围: 0.9~14.2㎜ 厚度测量精度:±0.1% 响应时间 厚度测量: 10ms 凸度测量: 100ms 宽度测量精度:±1㎜ 横断面温度精度:±5℃ 噪声 厚度测量:±0.2%(在10ms条件下) 凸度测量:±0.2%(在100ms条件下) 重复性: ±0.05% 结束语 热轧带材断面形状如果控制不好,产生过大的凸度或楔形等,将严重影响冷轧阶段产品的平直度和成品率,而冷轧带材平直度不良还会对后面的重卷、剪切、拉弯矫直等工序的操作带来困难,进一步影响成品率和经济效益。近几年来国内众多板带热轧厂在技术改造时都引进了国外先进的凸度检测机控制系统,以提升热轧机的板形控制能力,生产高精度板带材,提高产品的市场竞争力。 参考文献 [1]徐建川,李 晶等.辐射法测量板带横断面[A]板形测量与控制第一次学术研讨会论文集[C]1998 [2]宦晓峰,王 娅.RM312凸度仪在梅山热轧厂的应用[J]冶金自动化.2005.01