欧姆龙plc编程软件9.5 基于欧姆龙PLC控制的装配线防错工艺设计
1 引言 流水线是由驱动马达,传送带,轴承及调速装置几部分组成,利用传送带不停的往前输送配件至各个工位,每个工位上的工作人员各负其责,共同完成产品的装配,再通过传送带送至后续工位进行实验及分类包装,入库。在学术上讲就是把一个重复的过程分解为若干个子过程,前一个子过程为下一个子过程创造执行条件,每一个过程与其他子过程可以同时进行,却又相互影响。 一般的,将完成一件产品所有零部件装配的时间称为流水线的周期。流水线各段执行时间最长的那段为整个流水线的瓶颈,一旦某个工位出现故障,就会影响下一工位的运行,进而影响整条流水线的周期。在汽车变速箱总成装配线中出现故障率最高的工位就是零部件的配餐,此工位负责在装配之前根据不同客户或同一客户不同型号产品的需求差异从样品繁杂的零部件货架上挑出与其匹配的相应规格零部件【1】。举个形象的例子:有甲、乙、丙、丁……壬、癸,10名顾客,A、B、C、D……X、Y、Z,26种不同口味的菜,而配餐师傅只有一个,他要根据不同顾客的口味上不同的菜,顾客甲喜欢ADFGIY,顾客乙喜欢BFGJNT,顾客丙喜欢DFJOPRV……。同样,一种型号的变速箱就需要几十种零部件,不同型号变速箱的零部件规格又有部分相同,部分不同。如果纯靠记忆,要在一定的时间内准确快速的完成这样一项任务,受人为因素影响很大,尤其上夜班的员工身体疲惫,注意力不集中,极易配错零部件,造成后续返工,不利于提高产品质量和生产效率。 本文设计了基于欧姆龙PLC控制的装配线防错系统。通过编写上位机的控制程序,并由串行通信RS-485与下位机PLC进行实时的监视控制,组成一套自动检测系统。在员工配错零部件的第一时间内发生报警,提醒更换。这样不仅可以提高系统的准确性、可靠性,而且大大节约了劳动强度和人力成本。 2 硬件配置 该防错系统主要分为上位机、触摸屏显示器、读卡器、配餐车、滑道、行程开关、零部件货架、光幕传感器、PLC控制柜和报警灯十大部分。其构想图如图1所示。 2.1 工控机 上位机采用 IPC 工控机,用于对整个控制系统的监控,主要用来设置运行参数、在线修改运行参数、监控系统运行、报警及故障显示。不同管理权限的操作人员对工控机下达不同的控制命令,通过串口发送给 PLC,并实时采集 PLC 的反馈信息,智能判断后通过显示器或报警指示灯显示出来,以供操作人员参考。 图1 构想图 2.2 触摸屏 采用日本Digital公司的Pro-face GP系列触摸屏工业图形显示器。它是一种连接人和机器(主要为PLC)的人机界面(HMI/MMI),被称为PLC的脸面,替代了传统的控制面板和键盘,以数据、曲线、图形、动画等各种形式来反映PLC的内部状态,存储器数据,从而直观反映工业控制系统的流程、走向,还可以通过触摸屏来改变PLC内部状态位,存储器数值,参与整个过程控制。 2.3 PLC 下位机的主控部分采用欧姆龙SYSMAC CS1G-CPU42H型号的PLC,通过串口接收工控机的操作命令,完成数据的采集、运算、执行用户程序、检测运行状态、实现最终的控制。PLC同时还负责接收读卡器、光幕传感器、按钮、行程开关信号等,并实时将控制状态反馈给工控机【2】。 3 软件设计 各个货架所用PLC通过串口RS485 实现与上位机的通信,实时反馈PLC各状态位的信息,同时上位机作出分析判断并发送控制命令给PLC,实现对 PLC的实时监视与自动控制。其软件设计如下所示。 3.1 工艺流程图 图2 工艺流程图 3.2 I/O分配 首先将所有型号的变速器所用到的零部件全部放置于货架上,再根据货架上各个窗口所放零部件的名称及代号分配I/O口,制作表格,如图3所示(仅以货架1为例)。然后由不同型号变速器与上述所有零部件形成一一匹配的关系。用到某个零部件就在相应的位置上标记“?” ,代表“1”,反之则不标记,代表“0”。最后形成不同的十六进制数,如图4所示。通过触摸屏将这个十六进制数输入到上位机内。在增加、减少零部件或者更换零部件位置的情况下,必须修改相应的系统参数,以保证系统的正常运行。 图3 货架1零部件及对应IO口 图4 由货架1零部件生成的十六进制表格 3.3 绘制梯形图 PLC 最常用的编程语言是梯形图和指令语句表语言,且两者常常联合使用。本文采用欧姆龙SYSMAC CS1G-CPU42H型号的PLC,利用CX-Programmer软件进行编程,编写程序时要结合触摸屏画面的设计进行考虑。其关键程序如图5、图6所示。 图5 PLC通信程序 图6 防错程序 3.4 人机界面设计 使用GP-Pro/PB 软件制作触摸屏的控制画面。 通过软件工具库的工具调用以及相关项的设定或通过宏定义设计出操作方便、简洁易懂的画面(参数修改界面效果图如图7所示)。这些画面从个人电脑传送到触摸屏即可使用,同样在画面的设计调试过程中,也可从触摸屏上传画面到计算机对画面进行修改【3】。 图7 货架参数设置屏 4 操作步骤 第一步,结合图1、图2,操作人员将产品识别卡插入读卡器,系统读取卡片信息,根据卡片代表的变速器型号调取相应的控制程序,同时货架上与之匹配的各个零部件窗口处的光幕传感器开始闪烁,以提醒操作人员将此处的零部件取走,如图8所示。 第二步,操作人员手推配餐车沿着滑道从零部件货架上取走正在闪烁光幕处的零部件,当传感器感应到人手的拿出动作后,指示灯开始常亮,标示此零部件已经取走,并且正确。而误操作有两种情况:一,操作人员的手伸入到光幕没有闪烁的窗口,即误取不该取走的零部件,系统就会报警,手退出后报警自动取消。二,应该取走而丢落没有取走的零部件,系统会在配餐车碰触到滑道终点处的行程开关时,即自认为已经完成所有零部件配餐的时候发生报警,只有取走丢落的零部件后系统的报警才会消失。 第三步,取走所有零部件后,配餐车碰触到滑道终点处的行程开关时,下一工位的辊道电机制动器自动开启,传送带停止,将配餐篮放在传送带的托盘上,当此处的接近开关确认放置到位后,制动器关闭,传送带继续运行,此循环结束。 图8 货架 (每个零部件窗口都有光幕传感器) 5 结论 此防错工艺自投产使用至今已两年多,再也没有发生过因为人为原因, 多拿、少拿、错拿零部件而造成的不合格品,期间虽然也发生了一些设备故障,但通过查看图纸和在线监控软件,问题很快得到解决。总体来说,基于欧姆龙PLC控制的装配线防错工艺,运行平稳,维修方便,大大提高了产品质量和生产效率。 参考文献 【1】吕景泉.自动化生产线安装与调试.中国铁道出版社,2009.12 【2】高万林.电气控制技术与欧姆龙PLC.中国电力出版社,2010.09 【3】庄汉榕.OMRON PLC网络通信与NS人机界面.科学出版社, 2011.01
更多阅读
上网时间控制软件如何实现孩子上网管理 怎样控制孩子上网时间
上网时间控制软件有什么用呢?顾名思义,就是用来控制上网时间的一款上网时间控制软件。有了上网时间控制软件这个软件,您就可以不用担心自己的孩子会长时间的上网,迷恋于网络。总之每个家长家里电脑都有必要安装上这个上网时间控制软件

分享9个女生瘦腰瘦肚子的练习动作
分享9个女生瘦腰瘦肚子的练习动作——简介分享9个女生瘦腰瘦肚子的练习动作,之所以分享给大家,是因为本人认为这9个练习动作主要是锻炼腰腹部的肌肉。练习者通过用这9个练习动作进行锻炼,可以达到提高要腹腹部肌肉的质量,以及增加腰腹部
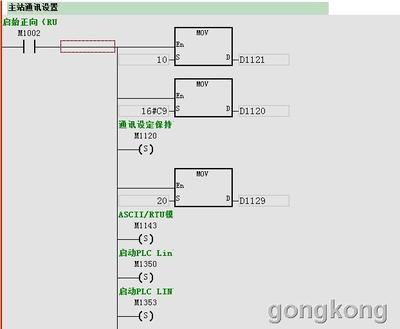
台达plc编程软件使用方法 精 台达plc编程实例
台达plc编程软件使用方法 精——简介 PLC,Programmable Logic Controller,可编程逻辑控制器,可以通过数字或模拟式输入、输出控制各种类型的机械或生产过程。下面我们就简单的共同探讨一下台达的PLC编程软件的使用方法。台达plc编程软
西门子S7-200编程软件STEP7Micro/WIN编程软件使用教学 西门子step7编程手册
1、STEP7Micro/WIN编程软件的主界面STEP 7Micro/WIN32是S7-200的专用编程软件,它工作在Windows平台下,其主界面如下图所示。2、项目(Project)主界面的标题是STEP 7 Micro/WIN32-Project1。项目包含的基本组件为:(1)程序块(Program Blo
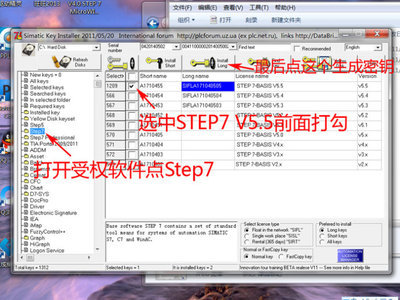
s7300软件安装 s7 300编程软件安装
本站西门子PLC编程软件 STEP7 V5.5 SP2 中文版+授权下载:本站西门子PLC编程软件 STEP7 V5.5 SP2中文版+授权 安装教程下载压缩包后请解压到硬盘(最好是在硬盘的根目录),然后双击文件夹里的setup.exe进行安装。(本次的安装测试环境为w