网架钢结构构件及檩条加工采用工厂制作,材料的选用应符合国家标准及设计文件所规定的质量要求。加工前组织技术人员进行图纸会审,对节点构造进行细化,并根据图纸设计本工程的加工详图。放样与量料时,应根据工艺要求预留制作与安装所需的焊接收缩量及切割、刨边和铣平等的加工裕量。钢材切割前钢材切割区域内应清除铁锈、油污等杂质;切割后,断口上不得有裂纹和大于1.0mm的缺棱,并应清除边缘上的熔瘤和飞溅物。机械切割的零件,其剪切线与号料线的允许偏差不得大于2.0mm,断口处的截面上不得有斜纹和大于1.0mm的缺棱,并应清除毛刺。钢构件螺栓孔采用钻成孔,高强度螺栓孔采用钻模钻成。组装前连接表面及沿焊缝每边30-50mm范围内的铁锈、毛刺及油污等必须清除干净。用模架或按大样组装的构件,其轴线交点的允许偏差不得大于3mm,磨光顶紧接触的部位应有70%的顶紧面。钢构件加工成型后对焊缝质量应进行超声波探伤检验,如有不合格产品应立即进行返工。在表面处理前对钢构件外观尺寸进行检验校正。钢构件经过检验校正后采取抛丸除锈方法对钢构件表面进行处理,根据工程需要进行涂装防腐施工,施工完毕后检验涂装漆膜厚度,检验合格后方可编号包装出厂。钢构件储存运输、堆放时,应采取防止变形措施。钢结构制作执行本公司《钢结构制作作业指导书》(CA-WI-0901-01)所规定的施工工艺和质量要求。
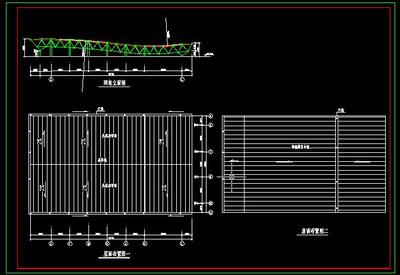
制作流程图网架钢结构加工制作过程详见钢结构加工制作流程图、焊接H型钢加工制作工艺流程图,钢结构加工制作质量控制详见钢结构加工制作质量控制程序图 钢结构加工制作流程图 工厂制作整体设计 标准件采购 材料订单 钢材检测矫正 计算机放样 数控切割 构件组装焊接 节点扳机加工 构件矫正钻孔 质量检查 涂装 涂膜检测 检验提交 编号包装 出厂发货 焊接H型钢加工制作工艺流程图 材料进场 外观检查 材料确认 放样配料 切割 矫正 翼板腹板拼接 组装H钢 校正变形 焊接主焊缝 超声波探伤 半成品检验 抛丸除锈 涂装 漆膜检测 成品编号 验收 步骤/方法防锈处理工艺 涂装工艺 涂装的一般工艺过程为抛丸除锈——表面清灰——底漆涂装——中间漆涂装——面漆涂装 抛丸除锈 抛丸除锈在工厂进行,均在全自动抛丸除锈机上进行,其中钢梁钢柱采用青岛Z062B抛丸除锈处理,其他型材、节点采用美国潘邦8*130RK抛丸除锈机处理,除锈前应对构件进行除油、除污、除焊渣等处理,除锈后应进行吹灰除尘处理,确保梁柱清洁,除锈达到Sa2.5级,粗糙程度达到RZ30μm以上标准底漆涂装,第一道底漆必须经在抛丸除锈后6小时完成。 工厂涂装工艺 材料储存 A、油漆:油漆在使用之前,要按批量进行复验,复验合格后方可使用油漆的存放应采取严格的防火措施。涂料应贮存在通风良好的阴凉库房内,温度一般应控制在5至88摄氏度,按原桶密封保管。(或按油漆说明书保存) 涂料及其辅助材料属于易燃品,库房附近应杜绝火源,并要有明显的“严禁烟火”标志牌和灭火工具。 对各种涂料进行安全措施挂牌。 B、其它辅助材料 包括毛刷、砂轮片、喷涂机具等。 材料试验 涂料按《钢结构工程施工质量验收规范》(GB5025-2001)实施,进厂的涂料应有产品质量保证书,并按涂料产品质量标准进行复检,符合质量标准的方能使用。 施工工艺及技术要求 施工气候条件的控制
A、涂装涂料时必须注意的主要因素是钢材表面状况。钢材温度和涂装时的大气环境。通常涂装施工工作应该在5摄氏度以上,相对湿度应在85%以下的气候条件中进行。而当表面受大风雨、雾或冰雪等恶劣气候的影响时,则不能进行涂装施工。 B、以温度计测定钢材温度,用湿度计测出相对湿度,然后计算其露点,当钢材温度低于露点以上3摄氏度时,由于表面凝结水份而不能涂装,必须高于露点3摄氏度才能施工。 C、当气温在5摄氏度以下的低温条件下,造成防腐涂料的固化速度减慢,甚至停止固化,视涂层表干速度,可采用提高工件温度,降低空气湿度及加强空气流通的办法解决。 D、气温在30摄氏度以上的恶劣条件下施工时,由于溶剂挥发很快,必须采用加入油漆自身重量约5%的稀释剂进行稀释后才能施工。 基底处理 A、表面涂装前,必须清除一切污垢,以及搁置期间产生的锈蚀和老化物,运输、装配过程中的部位及损伤部位和缺陷处,均须进行重新除锈。 B、采用稀释剂或清洗剂除去油脂、泣滑油、溶剂、上述作为隐蔽工程,填写隐蔽工程验收单,交监理或业主验收合格后方可施工。 涂装施工 A、防腐涂料出厂时应提供符合国家标准的检验报告,并附有品种名称、型号、技术性能、制造批号、贮存日期、使用说明书及产品合格证。 B、施工应备有各种计量器具、配料桶,搅拌器按不同材料说明书 中的使用方法进行分别配制充分搅拌。 C、双组份的防腐涂料应严格按比例配制,搅拌后进行熟化后方可使用。 D、施工可采用喷涂的方法进行。 E、施工人员应经过专业培训和实际施工培训,并持证上岗。 F、喷涂防腐材料应按顺序进行,先喷底漆,使底层完全干燥后方可进行封闭漆的喷涂施工,做到每道工序严格受控。 G、施工完的涂层应表面光滑、轮廓清晰、色泽均匀一致、无脱层、不空鼓、无流挂、无针孔,膜层厚度应达到技术指标规定要求。 H、漆膜厚度是使防腐涂料能够发挥最佳性能,足够漆膜厚度是极其重要的,因此,必须严格控制厚度,施工时应按使用时进行涂装,经常使用湿膜测厚仪测定湿膜厚度,以控制干膜厚度并保证厚度均匀。不同类型的材料其涂装间隔各有不同,在施工时应按每种涂料的各自要求进行施工,其涂装时间不能超过说明书中最长间隔时间,否则将会影响漆膜层间的附着力,造成漆膜剥落。 现场修补工艺 现场修补应在加工单位组装中或组装后进行。 焊接部位应在焊接后的72小时修补。 修正补部位用电动除锈机除到ST3级。 修补的构件部位应清理干净,表面无油污、粉尘等。 各涂层严格按现场修补涂装的技术要求分别涂刷,并严格控制涂层间隔,待上一道涂层干燥后方可进行下一道工序的涂装。 严格掌握涂层厚度,不可太薄或过厚。 注意掌握和涂层衔接,做到接搓平整,无色差。 各项修补施工都应请监理工程师监控,并做好各项修补记录,隐蔽工程还应填写隐蔽工程验收单。修补完后交QC,涂实技术服务员、监理工程师确认。 一般规定 本规定适用于钢结构的防腐除料(油漆类)涂装和防火涂料涂装工程的施工质量验收。 钢结构涂装工程可按钢结构制作或钢结构安装工程检验批的划分原则分成一个或若干个检验批。 钢结构普通涂料涂装工程应在钢结构构组装、预拼装或钢结构安装工程检验批的施工质量验收合格后进行。钢结构防火涂料涂装工程应在钢结构安装工程检验批和钢结构普通涂料涂装检验批的施工质量验收合格后进行。 涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,当产品说明书无要求时,环境温度诅在5-38摄氏度之间,相对湿度不应大于85%。涂装时构件表面不应有结露;涂装后4小时内应保护免受雨淋。 钢结构防腐涂料涂装 涂装前钢材表面除锈应符合设计要求和国家现行有关标准的规定。处理后的钢材表面不应有焊渣,焊疤,灰尘,油污,水和毛刺等。当无设计要求时,钢材表面除锈等级应符合下表的规定。 检查数量:按构件数抽查10%,且同类构件不应少于3件。 检验方法:用铲刀检查和用现行国家标准《涂装前钢材表面除锈等级》GB8923规定的图片对照观察检查。 涂料、涂装遍数、涂层厚度均应符合要求,当设计对涂层厚度无要求时,涂层干漆膜总厚度:室外应为150μm,室内应为125μm,其允许偏差为-25μm,每遍涂层干漆膜厚度的允许偏差为-5μm。 检查数量:按构件数抽查10%,且同类构件不应少于3件。 检验方法:用干漆膜测仪检查。每个构件检测5处,每处的数值为3个相距50㎜测点涂层干漆膜厚度的平均值。 构件表面不应误涂、漏涂,涂层不应脱皮、流坠、针眼和气泡等。 检查数量:全数检查。 检查方法:观查检查。 当钢结构处在有腐蚀介质环境或外露且设计有要求时,应进行涂层附着力测试,在检测处范围内,当涂层完整程度达到70%以上时,涂层附着力达到合格质量标准的要求。 检查数量:按构件数抽查1%,且不应少于3件,每件测3处。 检验方法:按照现行国家标准《漆膜险境丰力测定法》GB1720或《色漆和清漆、漆膜的划格试验》GB9286执行。 涂装完成后,构件的标志、标记和编号应清晰完整。 检查数量:全数检查 检验方法:观查检查。 吊装 网架钢结构吊装采用汽车式起重机,采用二点法吊装,吊装的基本过程为:试吊、起吊、对位、就位。吊装前复测柱基顶标高是否符合设计要求,并检查柱高度基准点、吊点,以及现场条件、行车通道、预埋件及预埋螺栓的轴线位置、垂直度、标高等,待测量合格后,将柱按编号进行适当摆放,安装顺序从靠近墙体的两榀刚架开始,第一榀刚架就位后设置缆风绳,缆风桩一定要固定牢靠,第二榀刚架安装完毕后将两榀钢屋架间的檩条、支撑全部安装完毕,并检查刚架铅垂度,然后以这两榀刚架为起点向另一端顺序安装。本工程刚架的梁-梁、节点连接采用高强度螺栓连接和焊接。高强度螺栓紧固应采用扭距扳手进行初拧和终拧检查,初拧后着黄色统一标记,终拧后用红色着色标识。初拧、终拧应在同一天完成。钢结构安装执行本公司《钢结构安装作业指导书》(CA-WI-0901-02)、《钢结构高强度螺栓安装作业指导书》(CA-WI-0901-05)及《钢结构吊装安全操作规程》(CA-WI-0901-04)所规定的施工工艺和质量要求。 檩条(钜管组合梁)安装 支撑相对较轻,一般采用人工抬吊即可。在安装前必须先检查节点及支承面的平整度,螺孔位置等,有超过规定的误差应预先纠正,确保接触面、接触点符合规定要求,安装时,必须先检查支托高差,弹出中心线使支撑、檩条安装位置准确。支撑、檩条安装执行本公司《钢结构安装作业指导书》(CA-WI-0901-02)所规定的施工工艺和质量要求。